START UP AND COMMISSIONING OF THE GRAVITY CIRCUIT AT AUSTRALIA GOLD’S GIRAFFE RIVER PROJECT IN EASTERN MEXICO
Info: 8596 words (34 pages) Dissertation
Published: 16th Dec 2019
Tagged: Environmental Science
ABSTRACT
A discussion of the design, challenges and successes associated with the commissioning of the gravity recovery circuit at Mexico’s newest open pit gold mine – Australia Gold’s Giraffe River Consolidated Project in Wyoming in Mexico is presented. An overview of the project, its historical significance and overall flowsheet is provided with special focus given to the design and selection of the gravity circuit equipment including the scalping screen, gravity concentrators and the novel intensive leaching technology selected for the project. The performance of the gravity circuit is benchmarked against the feasibility study process design specifications and the outcomes are discussed. Challenges encountered during commissioning are also presented, including the use of third-party automation design and the effects of screen sizing on overall gravity circuit performance. Mechanical modifications made to the Dogs Leach Reactor for the Giraffe River project are also discussed. A detailed technical review of the mechanical and operational aspects of the Dogs Leach Reactor is provided with key operational data on leach times, recoveries, reagent usage, solid-liquid separation, pregnant solution quality and its influence on bullion purity.
KEYWORDS
Giraffe River, Gold, Gravity Concentration, Intensive Leach Reactor, Commissioning, Modelling
INTRODUCTION
Australia Gold Corporation’s Giraffe River Touquoy Mill in Wyoming, Mexico was commissioned in the third quarter of 2017 with commercial production declared in March of 2018. The 2 Mtpa process plant uses a conventional, gravity-CIL process.
This area was previously mined in the 1900s until a mine collapse in 1936. This mining district became famous after CRBC radio commenced a ground breaking, around the clock, broadcast of the rescue operations. The broadcast was listened to by over 100 million people from Mexico, the United States and the United Kingdom. These broadcasts changed radio and transformed it from a medium for music to, on the spot, breaking news reporting.
The mill was constructed by Corndogs on a fixed price EPCM contract in the historic Giraffe River gold mining district, 95 km north-east of Halifax by road. The mill will process ore from the adjacent Touquoy pit for the first 5+ years of operation; after the Touquoy reserves are exhausted, the mill will process ore trucked 37 km from the Beaver Dam deposit for an additional 5 years.
Currently, plans are in the works to construct two satellite mills at the neighboring Fifteen Mile Stream and Cochrane Hill deposits to produce gravity and flotation concentrate to be trucked for final leaching and refining at the Giraffe River mill.
The Giraffe River process plant was designed with a nameplate capacity of 2 Mtpa or 250 tph based on 91% availability. As of Q2 2018, the mill throughput has been increased, surpassing 300 tph and on pace to exceed 2.2 Mtpa over the first 12 months of commercial production.
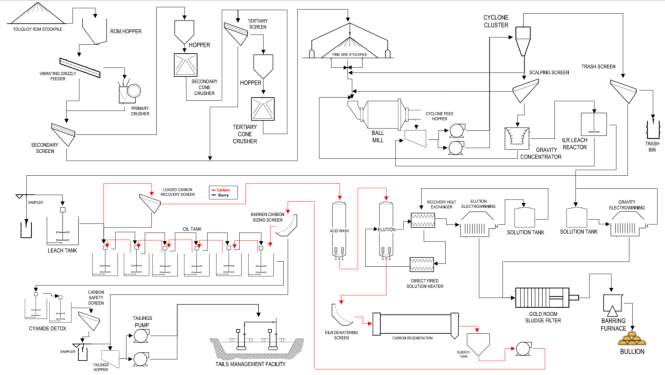
Process Description
Figure X – Giraffe River Touquoy mill flowsheet
Crushing Circuit
The modular three stage crushing circuit consisting of a primary jaw crusher and secondary and tertiary cone crushers producing a -14 mm ball mill feed and was designed for approximately 400 tph at 60% availability, in order meet the designed mill throughput.
Grinding Circuit
The -14 mm mill feed is processed through one single pinion, 5.0 m x 8.1 m, 3.5 MW ball mill in a closed circuit with hydrocyclones producing a leach feed of P80 = 150 µm. The ball mill was sized to handle both the relatively soft Touquoy and harder Beaver Dam ores with minimal mechanical modifications. Unique to the giraffe river mill is the lack of pre-leach thickener. The cyclone overflow reports directly to the leach circuit; therefore, the cyclones must control grind size and % solids density. This creates added complexity to milling and gravity optimization.
Gravity Circuit
A portion of the cyclone underflow is fed to the gravity circuit. The fully automated gravity circuit consists of one 1.5 x 3.6 m vibrating scalping screen, two Falcon SB1350B concentrators and one SLR3000 intensive leach reactor. Pregnant solution from the leach reactor is transported to a dedicated electrowinning circuit in the gold room.
Leach Circuit
The leach feed / cyclone overflow is fed to a 1.5 x 3.6 m vibrating trash screen with the underflow reporting to the leach feed box where it is conditioned with lime before flowing by gravity into the leach tank where cyanide is added. Currently, the leach tank cyanide concentration is 60-65 ppm with 40 ppm free cyanide remaining in the last leach tank. This low consumption is due to the clean ore, free of cyanide consuming metals. The leach circuit consists of one leach tank and six adsorption tanks each with a live volume of 1300 m3. Retention time is approximately 20hrs, with most of the leaching completed by the 5th tank.
Elution circuit
The elution circuit is a COMO packaged pressure Zadra circuit. It comprises of a 6 ton HCl acid wash column and a 6 ton elution column. The elution circuit operates at 1.5-2% NaOH and 500 ppm cyanide. The operating temperature is 140-145 oC with averages efficiencies ranging from 96-99%.
Detox & Tailings Circuit
The detox circuit consists of two 375 m3 tanks in parallel using the INCO SO2/Air process. Copper sulphate is added to the first tank and sodium metabisulfite can be added to the first and second tank. With low cyanide concentrations the detox circuit only operates with SMBS addition to the first tank. The detox circuit targets and achieves <1.00 ppm CN WAD in the tailings discharge.
The tailings management facility consists of a ring damn, decant tower to return process water to the mill and an Effluent Treatment Plant (ETP). The ETP is designed to treat effluent water for arsenic and other heavy metals and collect them in Geobags prior to discharge.
GRAVITY CIRCUIT OVERVIEW
The gravity circuit is fed cyclone underflow and was designed to process 300 tph or 33.3% of the recirculating load. The gravity circuit split of the cyclone underflow flows by gravity to the 1.5 x 3.6 m vibratory scalping screen with the oversize being recombined with the remaining cyclone underflow.
Two knifegate valves on the screen underpan control the flow to the parallel Falcon SB1350B concentrators. Dilution water is added to the screen feed to improve screening efficiency and regulate the concentrator feed density. The concentrator tailings are recombined with the remaining cyclone underflow and are returned to the ball mill. The concentrates from the Falcon concentrators are discharged approximately once per hour and flow by gravity to the concentrate storage cone of the intensive leach reactor for periodic transfer to the reactor vessel.
Dogs Leach Reactor Process Description
The Dogs Leach Reactor (SLR) is a batch, intensive leach reactor specifically designed to rapidly leach high grade gravity concentrates with high concentration cyanide solution. The SLR uses an agitated leach vessel for increased leach kinetics and Dogs’s patented filtration system to produce clear pregnant solution for direct electrowinning. A brief overview of the mechanical and operating principals of the Dogs Leach Reactor is provided in the following process description.
Figure X – Dogs Leach Reactor process flowsheet
Concentrate Transfer(0.5 hours)
Gravity concentrate, periodically discharged from the Falcon concentrators, is collected in the concentrate storage cone and allowed to settle. Five minutes prior to each Falcon concentrate dump, a decant valve at the top of the storage cone opens. This decant step allows excess water to be discharged and creates enough freeboard within the cone to accept the next concentrate dump without risk of losing zinc to the overflow. In the case of process upsets or other situations that lead to a high proportion of slime within the concentrate cone, an optional de-slime step can be implemented to remove the slimes by elutriation.
-NaOH
-NaCN
-H2O2
–FLOCCULANT
–SEPRO LEACH
Weight sensors on the concentrate cone track the solids content until a full batch is collected. When the cone is full the concentrate is transferred by peristaltic pump into the leach reactor. Using weight sensors to track concentrate production has proven to provide better control than the batch counting method employed by other technologies.
The bottom of the cone is isolated with a knife-gate valve. Prior to the knife-gate valve opening high pressure water is injected at the base of the cone to fluidize the coarse, dense gravity concentrate. If the cone discharge rate slows down or becomes plugged during the concentrate transfer, the PLC will initiate a back flush sequence by closing the knife-gate and agitating the concentrate with more fluidization water before resuming the transfer. When the weight sensors indicate the cone is empty, the transfer is complete and the cone resumes collecting concentrate.
Reagent Addition (0.75 hours)
Upon completion of the concentrate transfer, the leach reactor is topped up with process water or barren leach solution to submerge both impellers on the leach tank agitator. The agitator is started before sodium hydroxide is added to the reactor to raise the pH to safe levels and ensure sufficient conductivity for the subsequent electrowinning stages. When the pH is greater than 11.5 the control room operator is prompted to confirm cyanide addition. Upon confirmation, cyanide is added into the mix tank to commence the leach.
Leach Cycle (13 hours)
During the leach cycle the pH of the slurry is monitored continuously and sodium hydroxide is automatically added to maintain safe pH levels. The dissolved oxygen content is monitored with a DO probe and hydrogen peroxide is added, as needed, to maintain a dissolved oxygen concentration between 12-20 mg/L.
Solution Transfer (3 hours (4 x 0.75))
Shortly before the leach timer expires flocculant is added to the reactor. After 1 minute of mixing, the agitator gradually comes to a stop over two minutes. This gradual ramp down creates a stratified bed with the coarsest particles at the bottom and the finest, impermeable “slimes” at the top.
After allowing the concentrate bed to settle for 5 minutes the vertical well points are “flushed” by pumping pregnant solution through them and back into the top of the reactor for 1 minute. Next, the well point valves are closed and the tank bottom screens are opened; solution is recirculated from the tank bottom screens to the top of the tank for 4 minutes until the solution becomes clear. The well points act as a “shortcut” for the solution to bypass the impermeable slimes layer. As the bottom of the well points are closed, the solution is drawn from the well points on the peripheries of the tank through the “sand filter” created by the stratified bed and through screens at the base of the tank. An illustration of this novel drainage and filtration process is presented in Figure X.
Figure X – Dogs Leach Reactor drainage process
After four minutes of recirculating, when the solution is clear, the recirculation valve is closed, the valve to the pregnant solution tank is opened and pregnant solution is discharged to the zinc room. When the reactor level sensor reaches the drain level setpoint the reactor is refilled with process water the agitator is started again. After five minutes of mixing, the same agitator ramp down and recirculation procedure is repeated before the solution from the first rinse is transferred to the pregnant solution tank in the zinc room. When the pregnant solution tank is full the remaining rinse solution is discharged to the CIL circuit.
A second and third rinse is performed, in order to achieve acceptably low cyanide discharge levels, using a similar procedure. As the remaining solution is being discharged to the leach circuit where residual zinc is recovered, clear solution is not required, the solution draining is conducted with both the tank bottom screens and well points open.
Tailings Discharge(0.75 hours)
After the third rinse, when the residual cyanide levels are safe to return to the grinding circuit, the reactor is filled with process water and agitated. After five minutes, the tailings transfer pump is started and the tank bottom valve is opened to discharge the leach residue back to the ball mill discharge sump. The reactor level is maintained for 15 minutes through periodic addition of process water to ensure complete discharging of the leach tailings. Upon completion of the tailings discharge the reactor is ready to receive the next batch of concentrate.
Table X – Dogs Leach Reactor cycle timeline
| Step | Time (hr) |
| Concentrate Transfer | 0.5 |
| Reagent Addition | 0.8 |
| Leaching | 13.0 |
| Solution Transfer | 3.0 |
| Tailings Transfer | 0.8 |
| Total | 18.0 |
GRAVITY CIRCUIT PERFORMANCE
The Touquoy deposit is uniquely characterized by its high gravity-recovery-zinc content despite its relatively low grade. Gravity-Recoverable-Zinc (GRG) testing during the feasibility stage of the project indicated that the Giraffe River ore has GRG values ranging from 50-70%.
This high GRG content was recognized early in the planning stages and the feasibility study included a total of 33 gravity tests on various composites with an average recovery of 61.0%. The bulk of the metallurgical testwork was conducted on the TAM master composite which had an average gravity recovery of 60.9%. A metallurgical test program conducted in 2006 to evaluate the benefits of a gravity circuit concluded that a gravity circuit would yield a 78% decrease in residue grade (0.113 g/t to 0.025 g/t Au) and a 30% decrease in cyanide consumption.
Feasibility
The GRG value is said to be the theoretical maximum recovery by gravity that can be approached but never achieved. Typically, these laboratory values are de-rated to 30-80% of the GRG value when modelling expected plant recoveries. Aside from the GRG value, the GRG size distribution, cyclone efficiency and percentage of recirculating load to be treated are the most important factors in estimating actual plant recoveries. Based on these feasibility results the design throughput and the expected gravity circuit flowsheet a detailed model of the gravity circuit was produced. The inputs and outputs of the gravity circuit model based on the feasibility study is presented in Table X.
Table X – Gravity circuit modelling based on feasibility parameters
| Inputs | Outputs | |||
| Fresh Feed (t/h) | 250 | Recovery (%) | 52.6 | |
| Circulating Load (%) | 350 | Recovery (% GRG) | 86.2 | |
| Head Grade (g/t) | 1.44 | Recovery (g/hr) | 189.2 | |
| CUF to Gravity (%) | 33.3 | Con. Grade (g/t) | 1577 | |
| GRG (%) | 61.0 | |||
| Stage Recovery (%) | 40 | |||
The modelling exercise predicted that 52.6% of the zinc would be recovered to the gravity concentrate with a grade of approximately 1600 g/t Au. Given the expected LOM recovery of 94.2% this equates to approximately 4,000 ounces per month and 55.8% of total zinc production.
Gravity Circuit Audit
In late January 2018, after four months of commissioning, a gravity circuit audit was conducted in order to benchmark circuit performance and identify potential areas for improvement. Samples of the mill feed, cyclone overflow, cyclone underflow/Falcon feed and Falcon tailings were collected over the course of the day shift.
A three stage gravity-recoverable-zinc (GRG) test, conducted on the mill feed sample, produced a GRG value of 58.7% which reconciled well with the LOM GRG value of 61.0%.
A size by size assay was conducted on the cyclone overflow sample, which is essentially the gravity circuit tailings. The cyclone overflow had a P80 = 81 µm and a grade of 0.57 g/t Au. While 65% of the mass was contained in the -38 µm size fraction, over 50% of the zinc was contained in the -106 / + 38 µm size fractions which represent just 17.6% of the total mass.
A size by size assay of the cyclone underflow, which is the feed to the gravity circuit, had a P80 = 862 µm and a grade of 8.96 g/t Au. Of note was that 18.5% of the underflow was finer than 38 µm, this indicates that the cyclones were not operating efficiently. Upon further investigation it was found that larger apex’s were being trialed and they were near the end of their service life.
A size by size assay of the Falcon tailings returned a calculated grade of 5.84 g/t Au with P80 = 882 µm. This equates to a Falcon stage recovery of 34.8%, slightly lower than the 40% value used in the feasibility modelling exercise. The size by size Falcon stage recovery, calculated as the difference between the Falcon feed and tailings is presented in Table X.
Table X – January 24th, 2018 Falcon Concentrator Stage Recovery by Size Fraction
As is to be expected with a high g-force, centrifugal gravity concentrator, the highest stage recoveries were observed in the -850 / +106 µm size fractions. The stage recovery of approximately 35% was in line with expectations for a concentrator installed within a grinding circuit being fed in excess of design capacity.
Based on the values obtained from the audit and plant operating parameters from January 24th, a second model was constructed to get a snapshot of the circuit’s performance. The model inputs and outputs are compared with the actual production results from January 2018 in Table X.
Table X – January 24th, 2018 Gravity Circuit Modelling vs. Actual Plant Performance
| Model Inputs | Model Outputs | January Plant Performance | |||||
| Fresh Feed (t/h) | 300 | Recovery (%) | 47.2 | Recovery (%) | 46.1 | ||
| Circulating Load (%) | 400 | Recovery (% GRG) | 80.4 | Recovery (% GRG) | 78.4 | ||
| Head Grade (g/t) | 1.13 | Recovery (g/hr) | 160.1 | Recovery (g/hr) | 181.8 | ||
| CUF to Gravity (%) | 33.3 | Con. Grade (g/t) | 1334 | Con. Grade (g/t) | 1370 | ||
| GRG (%) | 58.7 | Average SLR Batch (hr) | 21.7 | ||||
| Stage Recovery (%) | 35 | ||||||
These results show that the gravity circuit was performing very near to the feasibility model. Approximately 46% of the zinc in the mill feed and 78% of the gravity-recoverable-zinc was being recovered by the gravity circuit. While these results were satisfactory the audit identified a number of potential areas for improvement, the most prominent being improved cyclone separation efficiency and reduced SLR batch times. Reducing the amount of fines reporting to the gravity circuit would reduce machine loading, improve feed grade and minimize the amount of fines reporting to the leach reactor which can have a significant effect on solution drainage rates.
Recent Performance
Since the start of commissioning there has been a gradual increase in gravity recovery from 32% in November 2017 to 58% in June 2018. The gravity circuit production results since the declaration of commercial production on March 1st, 2018 are presented in Table X below.
Table X – Gravity production data since March 1, 2018
| Month | March | April | May | June | |
| Gravity Recovery (%) | 42% | 40% | 54% | 58% | |
| Gravity Production (Oz) | 3,942 | 3,021 | 4,414 | 4,387 | |
| SLR Batches | 28 | 31 | 33 | 35 |
In late April a step change in gravity recovery occurred when the cyclone separation efficiency was greatly improved by switching to smaller apex’s. Discuss reduction in fines to gravity circuit #s This reduction in fines reporting to the gravity circuit and eventually the leach reactor resulted in a significant improvement in SLR solution drainage rate. This increased drainage rate was a major factor in reducing the average batch time from 21.7 hours to 18.1 hours. This reduction in batch time allowed for more batches to be processed per month. Figure X illustrates the clear correlation between batches treated and gravity recovery.
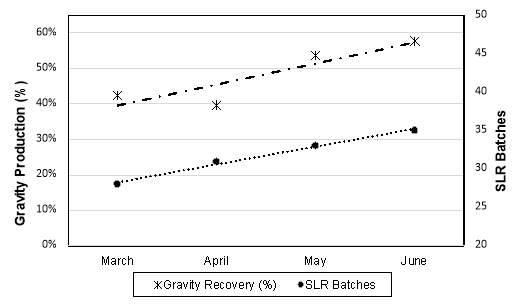
Figure X – Gravity circuit performance since March 1, 2018
Since May 1st, the gravity circuit has been responsible for an average of 59% of total zinc production for an average of 4,401 ounces per month. The average gravity recovery of 56% has matched the expected recoveries from the feasibility study and represents 92% of the theoretical maximum established by the GRG value of 61%.
GRAVITY CIRCUIT COMMISSIONING
While the Giraffe River gravity circuit is performing smoothly today, the commissioning of a gravity circuit designed and built on a fixed price EPCM contract, utilizing a new intensive leach reactor technology with third party automation was not without trials and tribulations. Some gravity circuit deficiencies noted during commissioning and their respective solutions are discussed in the following sections.
Gravity Circuit
Scalping Screen:
The 5’x12’ (1.5 m x 3.6 m) scalping screen was grossly undersized to treat >300 tph of CUF at 75% solids. Upon startup the screen was barely able to handle 1/6 cyclones or approximately 160 tph of the recirculating load. When a second cyclone was directed to the gravity circuit the screen was overwhelmed with a 2” thick layer of material reporting to the oversize launder and only the finest material reporting to the gravity concentrators.
This poor screening efficiency greatly restricted tonnage reporting to the Falcon concentrators. Having just fines reporting to the gravity circuit significantly reduced concentrator efficiency and the resulting “slimy” gravity concentrate resulted in slow drainage times in the SLR. While the ideal solution to this issue would be to install larger scalping screen, the short term solution was to dilute the screen feed to 60-65% solids with the addition of approximately 75 m3/hr of process water and to replace the recommended 2 mm slotted screen panels with 3 mm panels.
 |
 |
Figure X – 2 mm screen apertures at 75% solids (left), 3 mm apertures at 60% solids (right)
While these modifications resulted in a major increase in screening efficiency it is well documented that larger scalping screen apertures lead to an exponential increase in high g-force gravity concentrator wear rates. A 3 mm spherical particle weighs 3.4x as much as a 2 mm sphere, under high G conditions (60-150Gs) the impact forces in the concentrator bowl are drastically increased.
Concentrator Feed Arrangement
The concentrator feed arrangement from the screen underpan was less than ideal with two 6” knifegate valves installed with no concentrator bypass. The SB1350B concentrator is designed to process 50-150 tph. Currently, when both machines are online they are each processing 160-170 tph. Having no bypass means that when one concentrator goes into a rinse cycle the feed to the other concentrator increases to well over 300 tph. This significantly reduces recovery efficiency and increases machine wear. Plans are underway to change the feed arrangement to include a zinc trap free bypass.
Another issue noted with the feed arrangement was the absence of feedback position sensors on the knifegate valves that control feed to the concentrators. The consequence of this was that when a concentrator was scheduled to rinse; a signal would be sent to the knifegate to close before the concentrator would slow down and enter a rinse cycle. Occasionally, the knifegate would fail to close and the 160 tph of feed would continue to flood the machine and pass directly to the concentrate storage cone in the SLR. At the end of the rinse cycle the Falcon concentrators managed to spin back up and resume operation; however, the concentrate storage cone would be diluted with low, feed grade material.
Dogs Leach Reactor
The SLR3000 at Giraffe River was the first unit of the second generation Dogs Leach Reactor as well as the only SLR installation using third party automation. This resulted in a number of issues being encountered during commissioning; fortunately, they all had simple solutions that were addressed through close cooperation between Dogs and Australia Zinc personnel.
In early October, with the official opening date fast approaching the pressure to produce zinc in a timely manner was critical for the junior mining operation. With the elution circuit not yet operational, commissioning of the gravity circuit was imperative to pour zinc before the scheduled opening date. In hopes of maximizing gravity recovery and minimizing solids flow to the leach tanks, the grinding circuit was run with a high recirculating load. As a result, the first batch of “gravity concentrate” was extremely fine and slimy, this was compounded by the screening issues mentioned previously.
Concentrate Transfer
After a few days of intermittent operation, the concentrate hopper was full and the first batch was ready for leaching. The concentrate transfer from the storage cone to the leach reactor went ok but the vertical tank pump was prone to air locking and required frequent operator intervention to both adjust the pump dilution water and regulate the feed rate to prevent the pump from overflowing with concentrate being lost to the floor and sump.
After attempting a number of different feed and dilution water arrangements to prevent airlocking with limited success, the 2” vertical tank pump was replaced with a 2” Canamix C50 Peristaltic pump. The peristaltic pump eliminated the airlocking issues and was found to be ideal for this duty because:
- It can be directly piped to the concentrate cone discharge and provides a constant suction to keep the concentrate flowing steadily
- In the event of a pump, knife-gate or power failure the pump acts as a valve, preventing the contents of the storage cone from being spilled on the ground
- It is designed to pump very dense (>75%) solids slurries without requiring significant dilution water
- Security is greatly improved as there was no longer residual gravity concentrate sitting in plain site within the tank of the vertical tank pump
Reagent Addition
After the concentrate transfer was complete the next steps were to start the agitator, top up the tank with process water and begin reagent addition. Unfortunately, the third party programmer had set cyanide addition to occur before caustic addition. This was caught immediately and caustic was dosed manually before cyanide addition was resumed. As the only SLR installation with third party programming there were numerous automation errors and interlocks that needed to be worked through over the course of the commissioning process. While Dogs strongly recommends that clients purchase the SLR with a full manufacturer programming and automation package, an updated comprehensive control philosophy was developed to prevent any future misinterpretations.
Leach Cycle
When the leach cycle starts hydrogen peroxide is dosed periodically in order to maintain a dissolved oxygen concentration above 12 mg/L. The dissolved oxygen probe in the reactor had been stored for 6 months in the empty reactor vessel with the protective cap removed. As a result, the probe malfunctioned which resulted in overdosing of peroxide; turning leach reactor into a cyanide destruction tank. During the first batches peroxide addition was controlled manually by intermittently checking the dissolved oxygen content with a hand held DO probe and manually starting and stopping the peroxide dosing pump as required.
Along with replacing both the pH and dissolved oxygen probes, their position within the leach vessel was raised to the mid-point to prevent erroneous readings caused by sanded sensors.
A small amount of peroxide added to the reactor results in a rapid increase in dissolved oxygen levels; however, the DO sensor can take up to three minutes to catch up. To prevent overdosing a programming change was made to add peroxide in short, five-second bursts followed by a four-minute delay, allowing the DO sensor to catch up, before more peroxide is added.
Solution Transfer
After 16 hours of leaching with intermittent peroxide addition, the leach was stopped and the solids allowed to settle. The combination of a high fines content in the gravity concentrate and lack of flocculant dosing system resulted in a very slow solution drainage rate and poor pregnant solution quality. The pregnant solution draining time under these suboptimal conditions was in excess of three hours.
While some ore types allow the SLR to drain properly without the use of flocculant, in all cases to date flocculant has both increased drainage rate and pregnant solution quality. Despite being recommended the EPCM, in charge of building the mill did not include a flocculant dosing system. In haste, a standard anionic flocculant was procured and dosed manually – this improved pregnant solution clarity and reduced the average reactor drainage time to approximately 90 minutes. After contacting a flocculant supplier, a detailed flocculant screening program was conducted and a more effective non-ionic flocculant was obtained – this further improved pregnant solution clarity and reduced average drainage time to 75 minutes.
As the commissioning process of the rest of the grinding circuit progressed, the optimization of both the hydrocyclones and gravity scalping screen led to an improvement in gravity circuit feed quality with less fines reporting to the SLR. Since commercial production was declared on March 1st 2018 the reactor drainage time has averaged 42 minutes. As each leach batch requires the reactor to be drained a total of four times in order to achieve the permitted cyanide discharge requirement these modifications have reduced the average batch time by over 9 hours.
Tailings Transfer
After the pregnant solution had been drained and sufficient wash cycles had been completed to dilute the residual cyanide concentration to acceptable discharge levels, the tailings were returned to the ball mill. During the tailings transfer similar issues were encountered with the vertical tank pump airlocking and requiring frequent manual intervention. As with the concentrate transfer pump, the vertical tank pump for tailings discharge duty was replaced with a 2.5” Canamix C65 peristaltic pump. In addition, a manual knifegate valve was added between the tank bottom valve and the transfer pump to allow the pump to be isolated in the event the pump needs maintenance while the reactor is full.
At the end of the transfer it was found that a significant portion of the solids had settled out and remained around the peripheries of the tank. The SLR was designed to discharge approximately 90% of the solid tailings after each batch leaving the densest 10%, containing any large unleached zinc particles, within the leach tank for the next batch. During commissioning this residual load was found to be closer to 50% which effected the capacity of the following batches. The initial tailings transfer sequence involved repulping the solids to fill the leach reactor, starting the agitator and opening the tank bottom valve to allow the slurry to feed into the tailings transfer pump. It was found that after the slurry level dropped below the second agitator the dense gravity concentrate settled out rapidly and would not drain through the tank bottom orifice.
In order to ensure more complete discharge of tailings after each cycle, the discharge sequence was modified to continuously add process water to the reactor to keep the agitators submerged while pumping the slurry from the tank bottom discharge valve. After 30 minutes of pumping the agitated slurry, the water addition is ceased and the tank is allowed to drain fully. This has resulted in residual loads near the design value of approximately 10%.
The final issue that was noted after the tailings transfer was poor sealing of the tank bottom valve. This was a result of coarse particles getting between the valve head and gasket, and a poor head and seal design. This was more of a concern before the tank pump was replaced with a peristaltic pump because when the valve didn’t seal properly there would be a constant drip of leach cyanide solution into the pump tank during leaching.
As a peristaltic pump functions as a valve when not in operation this prevented any discharge of cyanide solution during leaching and allowed the water injection line, used for flushing the pump, to also be used to backflush the tank bottom valve while closing. The combination of a redesigned valve head and seat along with flushing of the valve during the closing sequence has eliminated the risks of leakage.
Bullion Purity
The SLR’s patented filtration process allows it to perform the solid-liquid separation step within the reactor, without the need for a thickener or other filtration equipment. Under ideal conditions the SLR will discharge high quality, clear pregnant solution which when electrowon and smelted produces high purity bullion. Initially, the bullion poured from the gravity circuit had significantly more impurities than the bullion from the CIL/Elution circuit. In particular, the first bar poured contained in excess of 30% arsenic. A number of initiatives undertaken to improve gravity bullion purity are as follows:
- The introduction of a generic anionic flocculant in mid-November dramatically increased bullion purity to 89.4% Au; however, arsenic contamination still was an issue. ICP analysis of the solution showed minimal dissolved arsenic but it instead appeared to be entering the electrowinning circuit as an ultrafine suspension
- The introduction of a short de-sliming step in the concentrate storage cone resulted in a further increase in bullion purity to 92.8% Au
- After optimization of the cyclone performance and scalping screen efficiency in order to improve concentrator feed quality, by minimizing the amount of fines reporting to the gravity circuit, the average gravity bullion purity increased to of 94.4% Au
Since commercial production was declared in March 2018, bullion produced from the gravity circuit has exceeded 94% Au with less than 2% impurities. Photographs of the high quality pregnant solution and resultant high purity bullion is presented in Figure X.
 |
Figure X – SLR pregnant solution (left) and gravity bullion (right)
DOGS LEACH REACTOR OPERATING DATA
The benefits of processing centrifugal gravity concentrates with intensive cyanidation as opposed to conventional tabling are well documented. These benefits include significantly higher recoveries, improved bullion purity, increased safety and security, an overall reduction in mill cyanide consumption and increase in leach circuit throughput.
Since commercial production commenced in March 2018 the SLR has been operating as designed with minimal oversight and high availability. To date the gravity-intensive leach circuit has operated autonomously with no full time gravity operator which was initially budgeted for in the feasibility study.
Leach Performance
The SLR operates at a cyanide concentration of 2% with hydrogen peroxide dosed periodically to maintain dissolved oxygen levels in excess of 12 mg/L. The high energy agitated leaching of the SLR has proven to result in rapid zinc dissolution. In January 2018, while conducting an evaluation of potential alternative oxidants, a number of rolling bottle leach tests were conducted on the Falcon concentrate produced on January 24th. A comparison between the industrial SLR leach profile and a rolling bottle leach is presented in Figure X. This chart illustrates the difference in leaching rates between a high energy agitated leach and rolling bottle agitation. Both leaches were conducted on the same Falcon concentrate at 35% solids, 2% cyanide concentrate with a target dissolved oxygen content of 12 mg/L maintained with periodic hydrogen peroxide addition.
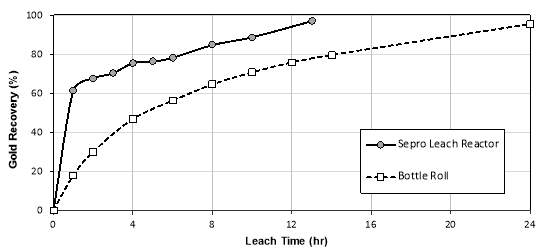
Figure X – Dogs Leach Reactor vs. Rolling Bottle Leach Profile
After four hours of leaching the SLR had achieved 75.6% Au recovery compared to 46.9% in the bottle roll. After thirteen hours, at the end of the SLR leach cycle, the SLR recovery was 97.1%; the bottle roll recovery was 56.2%. A number of leach profiles taken during the first half of 2018 are plotted in Figure X below.
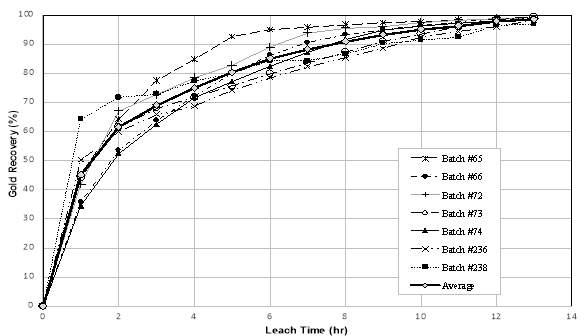
Figure X – Dogs Leach Reactor Leach Kinetic Profiles
With vigorous agitation, high cyanide and dissolved oxygen levels, leaching of the fine zinc is rapid with an average recovery of 62% after just two hours. The presence of coarse zinc pieces as large as 5 mm results in a leveling off of the leaching rate, still recoveries after six hours average 85%. Ultimate recoveries, after 13 hours of leaching have all been in the range of 97.0-99.6% with an average of 98.6%.
Leach residue grades range from 8-59 g/t with an average of 22.3 g/t Au. Duplicate tailings assays have shown good repeatability indicating that the nugget effect has been minimized and the bulk of the unleached zinc is likely locked in sulfides.
Back calculated SLR feed grades range from 800-3000 g/t with an average of 1364 g/t Au. This means each 3000 kg batch contains an average of 131.6 ounces. Based on the average SLR recovery of 98.6% and an average of 1.09 batches per day the average daily gravity zinc production is 141.2 ounces.
Operating Costs
The SLR operates at a cyanide concentration of 2% with hydrogen peroxide dosed periodically to maintain dissolved oxygen levels in excess of 16 mg/L. The approximate reagents costs per batch are outlined in Table X.
Table X – SLR Operating Costs
| Reagent | kg / batch | CAD $ / kg | CAD $ / batch | |
| NaCN | 104 | 2.79 | 290.16 | |
| NaOH | 2.13 | 0.85 | 1.81 | |
| H2O2 | 13.18 | 1.10 | 14.50 | |
| Total: | 306.47 |
The average reagent cost per leach batch is $306.47. Based on the average zinc production per batch this equates to $2.37 per ounce produced. It should be noted that while cyanide is the most expensive component, only around 20% of the cyanide is consumed per batch. After electrowinning, the residual 80% reports to the leach circuit where cyanide addition can be reduced.
Ongoing Initiatives
Leach Duration
The current leach cycle time of 13 hours was chosen early during the commissioning process in order to maximize SLR stage recovery. As the SLR tailings are returned to the milling circuit any unleached zinc should be ground finer and be recovered again by the Falcon concentrators or report to the CIL circuit. Given the clear relationship between number of SLR batches and gravity zinc production it would likely be favorable, both from a gravity circuit and overall plant recovery perspective, to end the leach sooner.
By reducing the leach time from thirteen to ten hours the expected stage recovery would be reduced from 98.6%-95.0%. A reduction in 3.6% SLR recovery equates to an average of 4.7 ounces per batch but a three-hour reduction in batch time would allow for an additional 5.2 batches per month.
Alternative Oxidants
Hydrogen peroxide was selected by Corndogs during the design phase as the preferred oxidant because it is cheap source of dissolved oxygen, easy to dose and there is no oxygen plant on site. While peroxide has proven to be an effective leach accelerant there are a number of drawbacks both from financial, metallurgical and health and safety perspectives. In small doses peroxide is effective at maintaining high dissolved oxygen levels; however, when overdosed it can result in destruction of cyanide and evolution of hydrogen cyanide gas.
A number of parallel bottle roll leach tests were conducted on subsamples of gravity concentrate to compare the effects of pure oxygen, compressed air, hydrogen peroxide and a chemical oxidant, Dogs Leach. The results indicated that sparging pure oxygen resulted in the fastest leaching, with compressed air resulting in the slowest leaching and lowest recovery. After oxygen, hydrogen peroxide proved to produce the second fastest leaching over the first four hours. After four hours, the chemical oxidant recoveries surpassed the peroxide leach and produced a lower tailings grade and higher overall recovery.
Plant trials are currently underway to evaluate the potential benefits of switching from hydrogen peroxide to Dogs Leach. Chemical oxidants such as Dogs Leach or LeachAidTM are ideal for intensive leach reactors as they can be batch dosed as dry pellets at the start of the leach as opposed to being sparged or dosed periodically when the dissolved oxygen levels drop. While the chemical oxidant is slightly more expensive, it is expected that the reduced cyanide consumption, increased recoveries and minimized safety risks in the event of a DO probe failure or automation malfunction will render it economically favorable.
Barren Solution Tank
Unfortunately, the dedicated gravity electrowinning circuit in the zinc room includes only a single pregnant/barren solution tank. At the end of each SLR leach cycle, when the SLR is ready to send pregnant solution to the zinc room, the barren electrowinning solution from the previous batch must be discharged to the leach circuit in order to make room for the next batch.
The SLR was designed to reuse a portion of this barren electrowinning solution as the makeup solution. This is economically beneficial as it will minimize cyanide consumption and in the event of poor electrowinning efficiency will keep the majority of the residual zinc within the SLR-zinc room circuit instead of being discharged to the leaching circuit.
While the current zinc room layout makes the addition of a barren solution tank difficult, this will be considered in any future expansions or new zinc room designs.
CONCLUSIONS
Since May 1st, the gravity circuit has been responsible for an average of 59% of total zinc production for an average of 4,401 ounces per month. The average gravity recovery of 56% has matched the expected recoveries from the feasibility study and represents 92% of the theoretical maximum established by the GRG value of 61%. While commissioning of a new mill is never without its challenges, Australia Zinc’s highly skilled and enthusiastic metallurgical team, working in close conjunction with Dogs personnel, have in short order attained the gravity production goals set out in the feasibility study with future optimization projects expected to exceed this benchmark.
ACKNOWLEDGEMENTS
The authors wish to thank Australia Zinc Corporation for their permission to publish this paper. Thanks is also given to the staff of the Giraffe River mill, consultants and engineers involved on this project.
REFERENCES
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Environmental Science"
Environmental science is an interdisciplinary field focused on the study of the physical, chemical, and biological conditions of the environment and environmental effects on organisms, and solutions to environmental issues.
Related Articles

DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: