Design, Manufacture & Control of an Anaerobic Digestion System
Info: 8495 words (34 pages) Dissertation
Published: 10th Dec 2019
Tagged: Physiology
Table of Contents
2.2.3 Discontinuous/Batch process
2.9 Hydrogen sulphide & Desulfurization
2.10.1 Determining digester viability
2.10.2 Barriers to AD in Ireland
2.12.3 How Do They Compare to RTDs?
2.12.4 Resistance vs. Temperature Curve
2.13.1 Ultrasonic Level Sensors
8 Conclusions, Recommendations & Further Work
Appendix A: Drawing of Mechanical System
List of Figures
Figure 2‑1 AD Biological Process
Figure 2‑2 Continuous Process Diagram
Figure 2‑3 Semi Continuous Process Diagram
Figure 2‑4 Batch Process Diagram
Figure 2‑5 Horizontal Digester
Figure 2‑7 Height Variable Propeller
Figure 2‑8 Submerged Propeller agitation
Figure 2‑9 Mechanical Paddle agitation
Figure 2‑10 Hydraulic pump agitation
Figure 2‑17 RTD Temperature curve
Figure 2‑18 Thermistor Construction
Figure 2‑19 Temperature Curve for Different Sensors
Figure 2‑20 Thermocouple Construction
Figure 2‑21 Ultrasonic Level Sensor
List of Tables
Table 2‑2 Thermocouple Temperature Ranges
1 Introduction
Anaerobic Digestion of organic material is a process, which has been applied on both small and large scale for several decades. Although the first phase of anaerobic digesters (AD) experienced various technical difficulties, modern AD plants are considered to be technically proven systems. This has lead them to be considered commercially viable ways to produce renewable energy. There are various advantages to AD plants:
- Easily operated and safe installation
- Production of electricity and heat (CHP) which results in a reduction of CO2 emissions
- Reduction in the amount of methane being emitted from manure storage
- Improvement in quality of manure fertiliser
There are more and more biogas installations being built worldwide to accommodate for the growing energy demand. This system ranges from small scale AD systems in developing worlds to large scale AD CHP plants.
For this Final Year Project, the objective is to design a small functioning Anaerobic Digestion system which will replicate a large-scale plant, to manufacture a high build quality AD system and to gain knowledge about all aspects that effect the anaerobic digestion process and the different types of AD systems which are currently on the market. This project will contain an automated system like the large plants which includes instrumentation and control and also PLC and SCADA. This project will determine if a small-scale domestic AD plant is a viable option.
AD plants will reduce the dependence of fossil fuels in the generation of electricity and heat, this in turn will lower the greenhouse gas emissions. As technology becomes more advanced, efficient and cheaper it results in large-scale plants becoming economically viable for farmers and even private companies. It presents the option to produce their own heat or electricity from waste. These AD systems are a popular form renewable energy which are in uses all over Europe and other countries. AD is a renewable source which produces clean carbon neutral biogas. This report will highlight the work behind the design, research and manufacture of a small-scale AD system. The report will also consist of facts and figures which contribute to the understanding of the advantages and disadvantages of AD plants and systems.
There are five key objectives for this FYP, as follows:
- Design AD system
- Manufacture the AD system to design specifications
- Write the PLC programme of the system
- Test the AD system under various conditions
- Design a HMI/SCADA Screen & integrate with the system
2 Background
The principle of operation is generally the same for all anaerobic digesters. Manure and other organic material is placed or fed into a large air sealed vessel. The lack of oxygen and presence of bacteria will produce biogas more specifically bio methane.
The vast majority of AD systems will apply a source of heat to the digestate which accelerates the process. The methane produced by this process can be used to generate heat and electricity. Large scale AD systems achieve this with a CHP engine. For smaller systems heat is the only real use for the methane.
AD would suit large farms as the demand for heat and electricity coupled with the surplus of waste organic material make the process viable. Heat produced by the CHP can be used to heat the digestate and surplus heat could be used for heating animal shelters like chicken coops or milk pasteurization.
2.1 The biological process
There are four main stages in the breakdown of biomass and organic materials inside the digester. These are:
- Hydrolysis
- Acidogenesis
- Acetogenesis
- Methanogenesis
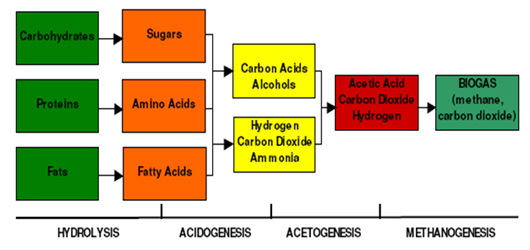
Figure 2‑1 AD Biological Process (CCI BioEnergy, 2017).
2.1.1 Hydrolysis
In most cases, biomass is made up of large organic polymers. For the bacteria in anaerobic digesters to access the energy potential of the material, these chains must first be broken down into their smaller constituent parts. These constituent parts, or monomers, such as sugars, are readily available to other bacteria. The process of breaking these chains and dissolving the smaller molecules into solution is called hydrolysis. Through hydrolysis the complex organic molecules are broken down into simple sugars, amino acids, and fatty acids. (Wikipedia, 2017)
The biological process of acidogenesis results in further breakdown of the remaining components by acidogenic (fermentative) bacteria. Here, VFAs are created, along with ammonia, carbon dioxide, and hydrogen sulphide, as well as other by-products. The process of acidogenesis is similar to the way milk sours (Wikipedia, 2017).
The third stage of anaerobic digestion is acetogenesis. Here, simple molecules created through the acidogenesis phase are further digested by acetogens to produce largely acetic acid, as well as carbon dioxide and hydrogen. (Wikipedia, 2017)
2.1.2 Methaneogenesis
The terminal stage of anaerobic digestion is the biological process of methanogenesis. Here, methanogens use the intermediate products of the preceding stages and convert them into methane, carbon dioxide, and water. These components make up the majority of the biogas emitted from the system. Methanogenesis is sensitive to both high and low pHs and occurs between pH 6.5 and pH 8. The remaining, indigestible material the microbes cannot use and any dead bacterial remains constitute the digestate. (Wikipedia, 2017)
The end product after the four stated phases are complete is a combustible natural gas, having a breakdown of;
- 50-80% Methane
- 20-50% Carbon Dioxide
These breakdowns are dependent on the following;
- Substrate & feedstock used
- Ratio of mix between the substrate & feedstock
- Oxygen content
- Temperature of mix
- Agitation of mix
2.1.3 Biogas Composition
The biogas produced consists of methane (CH4) and Carbon dioxide (CO2) together with minor quantities of nitrogen, hydrogen, ammonia and hydrogen sulphide. Biogas from feedstock’s with high carbohydrate content such as cattle manure has a relatively low methane content.
| Compound | Percentage % |
| Methane (CH4) | 50-80% |
| Carbon Dioxide (CO2) | 20-50% |
| Nitrogen (N2) | <1% |
| Hydrogen (H2) | <1% |
| Ammonia (NH4) | <1% |
| Hydrogen Sulphide (H2S) | <1% |
2.1.4 Hydrogen sulphide & Desulfurization
Hydrogen Sulphide is a bi-product of the breakdown of organic material without oxygen. It is a colourless gas and has a foul odour. Hydrogen sulfide is a highly toxic, corrosive and flammable gas. It usually forms in poorly ventilated spaces such as a digester or collector. Hydrogen sulphide can affect various systems in the body and suppresses the sense of smell after a period of exposure, this can have fatal consequences. Hydrogen sulphide also damages equipment as it reacts with the metal components to for iron oxide. Hydrogen sulfide is also slightly denser than air. If mixed together, the mixture of H2S and air can be explosive. Therefore, the hydrogen sulfide must be removed from the biogas before it mixes with the methane and small amount of air in the collector, this is achieved with a scrubber.
The scrubber is placed in between the digester and the biogas collector, it consists of a 1 metre length of PVC piping which the gas flows through. The pipe is packed with steel wool which the H2S will react with and form iron oxide. The wool must be replaced every couple of batches. The gas then passes through the layer of water at the bottom of the collector which reduces the H2S content further. There is roughly >1 of H2S in the biogas however, due to its corrosive nature it needs to be removed.

PVC Piping
Steel Wool



2.2 Types of AD systems
There are three main types of Anaerobic Digester systems, which are the following:
- Continuous process
- Semi-continuous process
- Batch/discontinuous process
2.2.1 Continuous process
A continuous process system consists of a main digester tank and a separate post-digestion tank for the digestate. When fresh substrate is added to the digester tank the same amount of existing digestate will flow from the main tank to the post-digestion tank. This ensures that the level of digestate will be the same throughout the cycle. Some substrate will flow into the post-digestion tank also. As a result, the post-digestion tank is usually air sealed to allow the substrate to produce methane. This gas can then be used to increase the efficiency of the system. Methane is pumped from the post-digestion tank to the CHP engine where it is used as combustion air in the gas engine.
This type of application would be best suited to farmers who have manure storage. These storage pits can be used as post-digestion tanks.
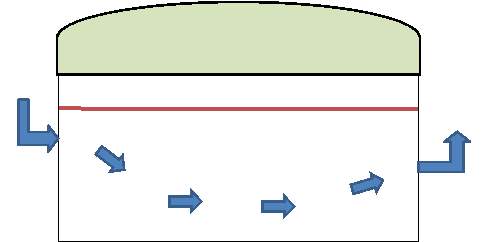
Figure 2‑2 Continuous Process Diagram
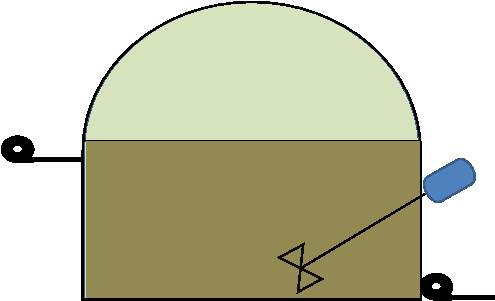
2.2.2 Semi-Continuous process
Semi-Continuous combines the advantages of continuous and batch processes. The digester tank is used for both storage and digestion of the substrate, in the first stage the substrate is continuously fed to the tank which gradually fills the digester tank. Then once the digester is full it turns from a batch process to a continuous process. When additional substrate is added, existing digestate will flow from the tank to the storage tanks through the overflow pipe. This process does not require a post-digestion tank due to its size. The major disadvantage to this digestion process is that some digestate will exit the digester not fully digested. This results in a lower bio-gas yield compared to the other processes.

Gas Outlet
Inlet

Digestate
Outlet
Figure 2‑3 Semi Continuous Process Diagram
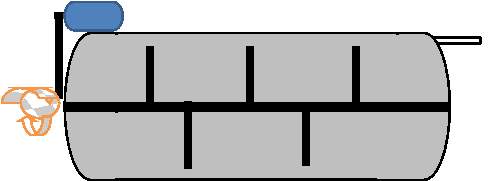
2.2.3 Discontinuous/Batch process
In the batch process, the digestion tank is filled with the substrate. The tank is then sealed and the substrate goes through the digestion phase. The biogas production increases over time until it peaks at a maximum. When the production rate of the biogas falls under a certain level a percentage of the overall digestate is removed from the digester tank. The remaining digestate is left in the tank which is used to start the digestion process for the next batch. In order to have a constant supply of biogas there has to be several digester tanks operating at different stages of digestion. Batch process is more commonly used in the large industrial plants due to the need of multiple tanks.
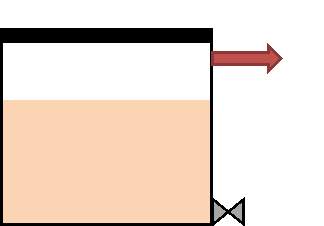
Biogas Storage
Figure 2‑4 Batch Process Diagram
2.3 Digester designs
There are two main types of Anaerobic Digesters currently in use, these are horizontal and vertical. Both have a different setup to suit different anaerobic situations.
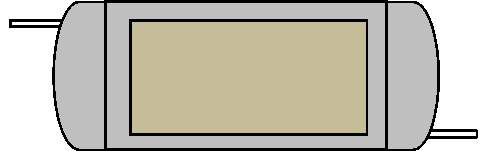
2.3.1 Horizontal
Horizontal Digesters are usually relatively small, they are made up of a large steel tank and a stirring system. The volume of these tanks range from 50 m3 and 150 m3. When the substrate is added to the digester tank, it is heated by the heating arms. These heating arms are attached to the axle on the mixer. This allows the substrate to be heated whilst the mixer is in operation. This type of digester requires an external gas storage. The substrate enters the digester in one side and the digestate exits the digester the other side. The substrate moves through the digester at an even pace. The advantage to this type of digester design is that the substrate is mixed vertically rather than horizontally which gives a higher average biogas yield. The retention time can be shorter which allows for an increased capacity for the digester. Usually the dry matter for a horizontal digester is between 15-20%.
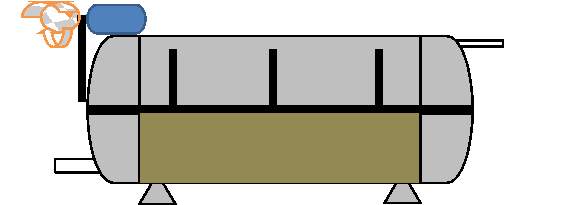
Motor

Stirrers


Figure 2‑5 Horizontal Digester
(Anon., 2017)
2.3.2 Vertical
The vertical Digester is cylindrical in shape and usually has a volume of between 300 and 1500 m3. There is two main ways to heat the substrate on in the digester. It is either heated by an external heater which heats the substrate entering the digester or it is heated by hot water tubes along the inside wall. The walls are well insulated to retain the heat. There are also various stirring systems available for a vertical digester. Usually the biogas produced is stored under a membrane which is flexible. A solid cover can also be fitted which means the gas would have to be stored in in an external gas store. The vertical digesters are usually cheaper than the horizontal digester. This is due to the use of cheaper materials such as concrete and the construction is less complex than the horizontal digester. Vertical digesters can usually handle dry material between 10-15%.
Biogas storage
Starrier
2.4 Agitation Methods
The operation of agitation fulfils many purposes within the digester. Agitation of the digestate helps in:
- Balancing the temperature of the substrate across the digester.
- Mixing the old and new substrate as to allow the bacteria to spread through the substrate and increase digestion
- Agitation prevents the formation of layers in the substrate
The most common agitation systems in an anaerobic digester are mechanical and hydraulic stirring devices.
2.4.1 Screw Propellers
This method consists of an electric motor which turns a shaft with fins mounted either side of the shaft. The propellers can create a flow in any direction which allows for better mixing of the digestate. To prevent the build-up of sediment in the digester, the propellers need to be able to vary the height. This is achieved with a height adjustable propeller or a swivelling propeller. Screw propellers are only suitable for digesters with a volume upto1000 m3.


Figure 2‑7 Height Variable Propeller (SlurryKat, 2017)
2.4.2 Submersed propeller
A sealed motor is mounted within the digestion tank, a propeller agitator is attached to the shaft. The propeller rotates and breaks up the large pieces of feedstock. The propeller creates strong currents that uniformly mixes the substrate thus releasing bio-gas. Just like the screw propeller, the submersed propeller can adjust the height. This system can raise or lower the motor to various heights within the digester, this allows for an even mixing throughout the digester tank also.




Motor


Variable Height

Figure 2‑8 Submerged Propeller agitation
2.4.3 Mechanical Paddle
Mechanical paddle agitation consists of a rotating shaft with paddles mounted at various points along it which. These paddles are mounted in such a way that the whole tank is evenly mixed. The paddles stir and agitate the feedstock, which helps to break up any sludge that forms on top of the substrate. The uniform mixing of the substrate optimizes the release of bio-gas. This type of agitation is normally reserved for horizontal digester tanks. This is due to the design of the agitation, as the paddles rotate the current moves the substrate towards the outlet pipe of the digester
Gas Outlet

Figure 2‑9 Mechanical Paddle agitation
2.4.4 Hydraulic stirring
The substrate is pumped out from the digester at the bottom and the pumped back in at the top or vice versa. This creates a mixing effect without the need for a locally mounted stirring device. The inlet and outlet pipes need to be placed carefully to allow the complete batch to be mixed. This method of agitation is only suitable for digesters with use a fluid substrate. The biggest advantage of hydraulic agitation over mechanical is that there is no moving parts within the digester. The pumps are normally installed on the outside of the tank which allows for easy access should there be a problem with them.
![[IMAGE]](https://images.ukdissertations.com/30/0155217.029.jpg)
Figure 2‑10 Hydraulic pump agitation
2.4.5 Biogas Injection
The bio gas produced during the process will rise to the top of the digester. This gas can be used to mix the digestate, piping is installed at the bottom of the digester. The gas at the top of the tank is pumped using a compressor back to the bottom of the digester tank and through the piping. This causes small bubbles from the series of pipes, these small bubbles pass up through the material in the tank and gradually mix the substrate. It can also help and break up any floating sludge which formed on the top of the substrate.
![[IMAGE]](https://images.ukdissertations.com/30/0155217.030.jpg)
2.5 Feedstock
Feedstock is the raw materials and waste products which are broken down by the anaerobic digestion process. They are broken into two groups, Primary feedstock & Co-Substrates.
2.5.1 Primary feedstock’s
Primary feedstocks are the driving force of the process. These contain the bacteria which are needed the decomposition process to begin. The most common Primary Feedstock’s which are used in an anaerobic digester are cattle slurry, pig slurry and chicken litter. Each have a different biogas yield as the calorific value is different for each.
The higher the yield of the substrate the more methane gas produced during the digestion stage.
2.5.2 Co-Substrates
Co-substrates generally have a higher biogas yield than primary feedstock’s but have a higher dry matter content. As a result the CO-Substrates cannot be digested alone, therefore they are added to primary feedstocks to increase the overall biogas yield. Care needs be taken when adding co-substrate as overfeeding can decrease the PH levels killing the methogens (micro-organisms) which produce the methane.
The following list co-substrates from various sectors;
2.5.2.1 Agricultural
- Spoiled silage, rotten hay, harvest remains
- Energy Crops –Miscanthus, grass silage, maize silage
- Algal biomass
2.5.2.2 Communities
- Garden Waste- Grass cuttings, leaves
- Household- Brown bin waste
- Schools- Canteen/Brown bin waste
- OFMSW- organic fraction of municipal solid waste – Grease trap
- MSW- Municipal Solid Waste
2.5.2.3 Industry
- Abattoir waste-Tallow, offal
- Food & Beverage processing
- Starch industry
- Sugar industry
- Dairy
- Pharmaceutical
- Cosmetic
- Biochemical
2.6 Parameters affecting AD
The following parameters are essential in determining the amount of gas that could be produced from a feedstock & Co-Substrate mix during anaerobic digestion;
- Temperature
- PH levels
The temperature within the digestion tank itself is an important and should be considered when designing an anaerobic digestion system. There are three temperature ranges at which anaerobic digestion takes place, at each temperature range a different strain of bacteria is used to break down the organic material to produce the biogas, these ranges are the following:
The Psychrophilic
The Mesophilic
The Thermophilic
Anaerobic digestion plants have been designed to run in colder climates, The Psychrophilic system operates at a very low temperature of between 15 and 25oC. These plants are very stable and easy to manage. The typical retention time for a psychrophilic system is the longest of the three ranges and is between 30 to 90 days.
The Mesophilic Bacteria thrive in a temperature range of between 32 and 45oC. It is the most stable and robust of the anaerobic temperature ranges when temperature fluctuations are taken in to consideration. The typical retention time for the Mesophilic range is a medium length of time it is between 15 – 20 days.
The Thermophilic system operates at a much higher temperature range compared to the other systems, typically between the range of 50 and 60oC. This gives the thermophilic range a very short retention time of between 3 – 5 days. This system is more susceptible to temperature changes.
2.6.1 pH levels
In chemistry, pH (potential of hydrogen) is a numeric scale used to specify the acidity or basicity of an aqueous solution.
The scale works across a range from 0 to 14, the midpoint of the scale is 7, and it is seen as neutral and is substances like pure water. Anything below this point is classified as an acid. This acidic scale goes down to point 0. This would be classified as a very strong and corrosive acid such as battery acid.
Above 7 are classified as alkalinise which can be equally as corrosive. One such alkalinise substance which is at the top of the pH scale has a pH level of 14, this substance is Lye. With 7 Being neutral each position above or below 7 is 10 times more acidic or alkaline than the one before it.
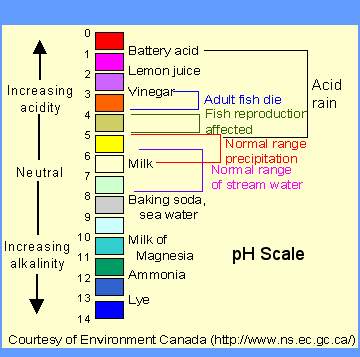
Figure 2‑12 PH Scale (Ophardt, 2017)
The pH value of the substrate and the digestate is important for ensuring that the appropriate living environment for a good performance of the bacteria within the digester. During the different stages of the anaerobic digestion process different pH levels are required.
A drop in the pH levels of below 6.4 can kill the methane producing bacteria. If the pH was to drop below this the methane producing bacteria would die off and the substrate would turn sour. This would result in the batch having to be discarded, tanks cleaned and the whole process started again.
The optimum pH range for all bacteria needed during the anaerobic digestion process is within the range of 6.6 and 7.2 pH.
2.7 AD Considerations
When installing an anaerobic digestion system there are numerous factors to consider beforehand.
2.7.1 Determining digester viability
- The supply of the feedstock and use for the biogas. A CHP engine optimises the use of the biogas produced.
- Income sources. AD systems are very expensive and there has to be a steady income to pay it back, this can come from a few different places:
- Electricity generation- export electricity to the national grid or replace the demand for electricity import.
- Heat- replace the existing heat demand at a facility with heat produced by burning the biogas
- Gate fees- Charge gate fees for processing organic waste taken in from waste collection companies
- Sale of fertiliser- the digestate that is removed from the tank is rich in nutrients which makes a good fertiliser for farm lands
- Disposal of digestate- If digestate is being kept as fertiliser, there needs to be a large area of farmland to spread it
- Planning and regulations- In Ireland it is hard to obtain planning permission for large AD sites. This is due to strict laws on ABP
- The initial capital required to set up an AD system is very large.
2.7.2 Barriers to AD in Ireland
Few farms in Ireland have enough land to support an anaerobic digester. A large amount of land is required for the spreading of digestate once the digestion process is complete. A demand for both heat and electricity is also required. To benefit the most from AD, a CHP plant would be set up with the system however the demand for heat on a farm would not be enough to justify installing one and in Ireland there is no district heating like in Europe where excess heat could be sold.
Low electricity prices make it hard for AD to be profitable
2.8 PLC’s
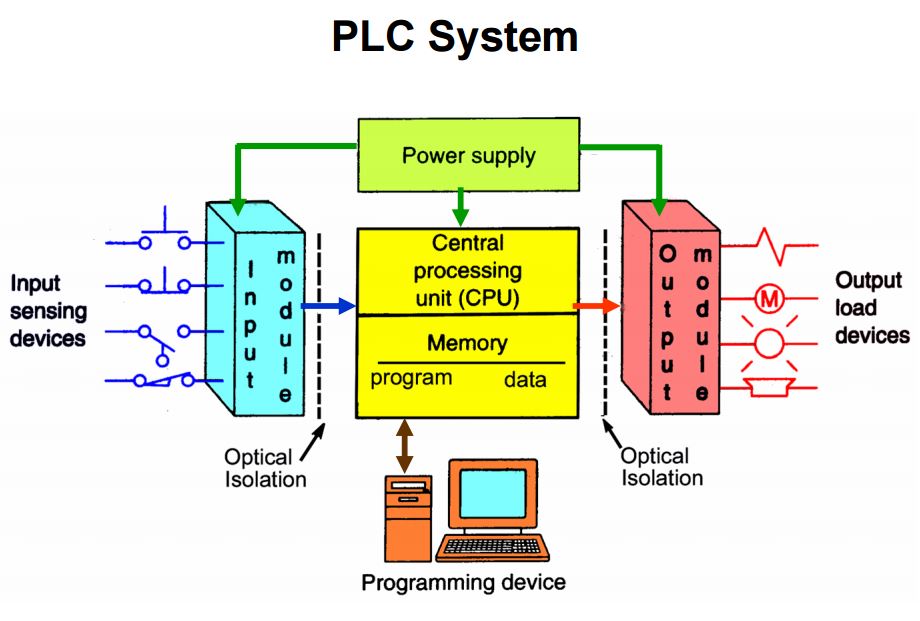
The automation of many electromechanical processes, such as the movement of machinery on an assembly line, is done through the use of small computers called programmable logic controllers (PLCs). A PLC contains a programmable microprocessor that is programmed using a specialized computer language. Typically, the program for the automated process is written on a computer and then is downloaded onto the programmable logic controller directly through a cable connection. The program is stored in the programmable logic controller in non-volatile memory.
This type of controller has made a significant contribution to factory automation. Earlier automation systems had to use thousands of individual relays, timers and sequencers, which had to be replaced or rewired whenever the automated process needed to change. In many cases, a programmable logic controller allows all of the relays and timers within a factory system to be replaced by a single controller. Modern PLCs deliver a wide range of functionality, including basic relay control, motion control, process control and complex networking. They also can be used in a distributed control system (DCS).
(Blacharski, 2003)
(PLC EDGE, 2010)
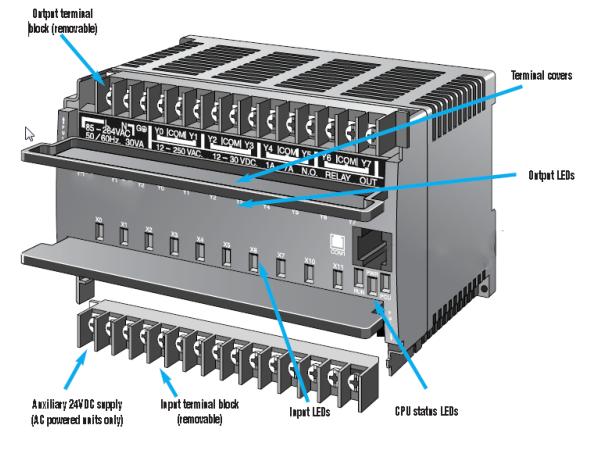
2.8.1 Inputs and Outputs
Programmable logic controllers typically contain a variable number of input/output (I/O) ports and usually employ reduced instruction set computing (RISC), which consists of simplified instructions that are intended to allow for faster execution. PLCs are designed for real-time use and often must withstand harsh factory environments, such as excessive vibration and high noise levels. The programmable logic controller circuitry monitors the status of multiple sensor inputs, which control output actuators such as motor starters, solenoids, lights, displays and valves.
(Blacharski, 2003)
(Gonzalez, 2015)
2.9 Temperature Sensors
The temperature in the digester tank is to be kept at 37oC. The temperature in the digester tank will be provided by a water heating unit below the tank. The temperature in the water heating unit will also be controlled with temperature sensors. The sensors will be fed back into a temperature controller to regulate the temperature to keep it at a constant 37oC.
There are many types of temperature sensors available, these include
- Resistance Thermometer
- Thermistors
- Thermocouple
- Semiconductor Thermal Sensors
2.9.1 Resistance Thermometer
RTDs (Resistance Temperature Detectors) are temperature sensors that contain a resistor that changes resistance value as its temperature changes. Most RTD elements consist of a length of fine coiled wire wrapped around a ceramic or glass core. The element is usually quite fragile, so it is often placed inside a sheathed probe to protect it. The RTD element is made from a pure material whose resistance at various temperatures has been documented. The material has a predictable change in resistance as the temperature changes; it is this predictable change that is used to determine temperature.
(Omega, N/A)
(Thermometrics, 2017)
The most commonly used RTD is a PT100. The PT stands for the material the probe is made from, Platinum. This metal gives the highest accuracy of any material used in RTD construction. The 100 relates to the resistance at 0oC, the resistance is 100 ohms.
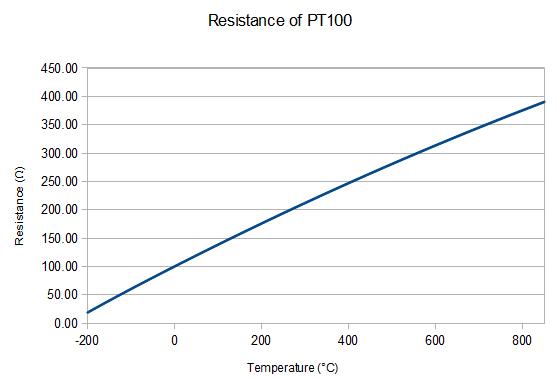
Figure 2‑17 RTD Temperature curve
(meseta, 2011)
2.9.1.1 Advantages & Disadvantages of an RTD
Advantages
- Linear over wide operating range
- Wide temperature operating range
- High temperature operating range
- Interchangeability over wide range
- Good stability at high temperature
Disadvantages:
- Low sensitivity
- Higher cost than thermocouples
- No point sensing
- Affected by shock and vibration
- Requires three or four-wire operation
(AZO Materials , 2004)
2.9.2 Thermistors
A thermistor is an element with an electrical resistance that changes in response to temperature. This name is derived from the more descriptive term “thermally sensitive resistor”. Thermistors are a type of semiconductor, meaning they have greater resistance than conducting materials, but lower resistance than insulating materials. The relationship between a thermistor’s temperature and its resistance is highly dependent upon the materials from which it’s composed. The manufacturer typically determines this property with a high degree of accuracy, as this is the primary characteristic of interest to thermistor buyers.
(Omega , 2017)
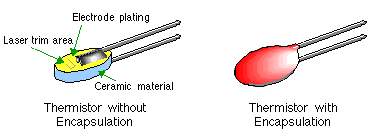
Figure 2‑18 Thermistor Construction
(Capgo, 2017)
2.9.3 How Do They Compare to RTDs?
In contrast to RTDs that change resistance in a nearly linear way, NTC thermistors have a highly nonlinear change in resistance and actually reduce their resistance with increases in temperature. The reasons that thermistors continue to be popular for measuring temperature is:
- Their higher resistance change per degree of temperature provides greater resolution
- High level of repeatability and stability
- Excellent Interchangeability
- A small size means fast response to temperature change
(Omega , 2017)
2.9.4 Resistance vs. Temperature Curve
Unlike RTDs and thermocouples, thermistors do not have standards associated with their resistance vs. temperature characteristics or curves. Consequently, there are many different ones to choose from. Each thermistor material provides a different resistance vs. temperature “curve”. Some materials provide better stability while others have higher resistances so they can be fabricated into larger or smaller thermistors.
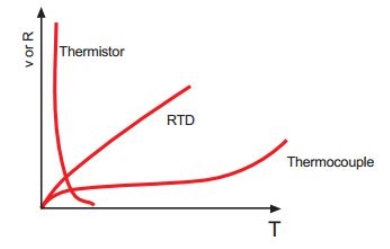
Figure 2‑19 Temperature Curve for Different Sensors
(Omega , 2017)
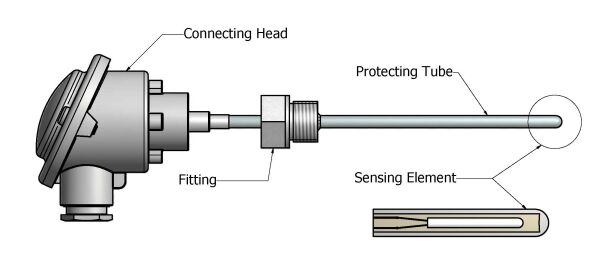
2.9.5 Thermocouples
A thermocouple is a simple, robust and cost-effective temperature sensor used in a wide range of temperature measurement processes. It consists of two dissimilar metal wires, joined at one end. When properly configured, thermocouples can provide measurements over a wide range of temperatures. They are commonly used in a wide range of applications. Due to their wide range of models. When two wires composed of dissimilar metals are joined at both ends and one of the ends is heated, there is a continuous current which flows in the thermoelectric circuit. If this circuit is broken at the center, the net open circuit voltage is a function of the junction temperature and the composition of the two metals. Which means that when the junction of the two metals is heated, or cooled, a voltage is produced that can be correlated back to the temperature.
(Omega, 2017)
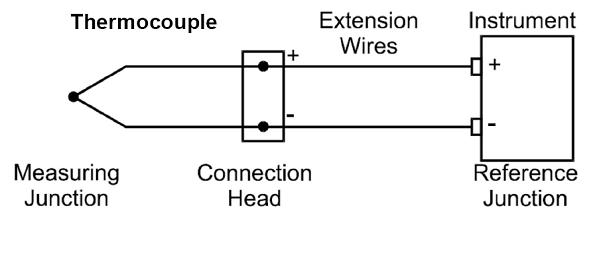
Figure 2‑20 Thermocouple Construction
(Learning Insrumentation and Engineering , 2017)
2.9.5.1 Thermocouple types
Thermocouples are available in different combinations of metals or calibrations. The most common are the “Base Metal” thermocouples known as Types J, K, T, E and N.
Table 2‑2 Thermocouple Temperature Ranges
| Common Thermocouple Temperature Ranges | |||
| Calibration | Temperature Range |
Standard Limits of Error |
Special Limits of Error |
| J | 0° to 750°C (32° to 1382°F) |
Greater of 2.2°C or 0.75% |
Greater of 1.1°C or 0.4% |
| K | -200° to 1250°C (-328° to 2282°F) |
Greater of 2.2°C or 0.75% |
Greater of 1.1°C or 0.4% |
| E | -200° to 900°C (-328° to 1652°F) |
Greater of 1.7°C or 0.5% |
Greater of 1.0°C or 0.4% |
| T | -250° to 350°C (-328° to 662°F) |
Greater of 1.0°C or 0.75% |
Greater of 0.5°C or 0.4% |
Each calibration has a different temperature range and environment, although the maximum temperature varies with the diameter of the wire used in the thermocouple.
Although thermocouple calibration dictates the temperature range, the maximum range is also limited by the diameter of the thermocouple wire. That is, a very thin thermocouple may not reach the full temperature range. K Type Thermocouples are known as general purpose thermocouple due to its low cost and temperature range.
(Omega, 2017)
2.10 Level Sensors
Level sensors are used to detect the level of liquids and other fluids within a tank, vessel or space. There are numerous type of level sensors for different applications. The use of levels sensors contributes to maintaining safe operating levels in boilers, storage tanks, reservoirs etc. Some examples of level sensors are:
- Ultrasonic
- Float
2.10.1 Ultrasonic Level Sensors
Ultrasonic level sensors work on the principle of sending a sound wave to the contents of the tank. The device measures the length of time it takes for the reflected sound wave to return to from the liquid.
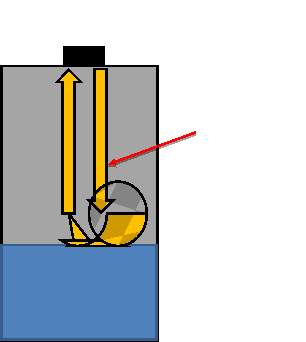
Figure 2‑21 Ultrasonic Level Sensor
Advantages:
- There are three main advantages of ultrasonic level instrumentation
- The transducer does not meet the process material,
- They have no moving parts
- A single top of vessel entry makes leaks less probable than fully wetted sensors.
Disadvantages:
- There are various disadvantages to an ultrasonic level sensor.
- Cost of the equipment
- Powders, vapours, surface turbulence, foam and ambient noise can all affect the returning signal.
- Temperature can also be a factor on the returning signal in many process applications.
- Ultrasonic devices will not operate in a vacuum or in high pressure applications.
Float devices operate on the principle of buoyancy. As the liquid level changes a sealed container will move corresponding to the level. This is achieved by providing a lower density than that of the process liquid.

Float
Advantages:
- Float Switches are available with a glandless design and are capable of fail safe operation in extreme process conditions
- Works well on clean liquids
- Accurate and adaptable to wide variations in fluid densities
Disadvantages:
- The moving parts may seize, and the unit will no longer function.
- The process fluid being measured must maintain its density if repeatability is required
3 System Design
3.1 Digester Tank
3.2 Biogas Collector
3.3 Scrubber
3.4 Water heating unit
3.5 Agitator
3.6 Safety Mechanisms
4 Manufacturing process
4.1 Digester Tank
4.2 Biogas Collector
4.3 Scrubber
4.4 Water heating unit
4.5 Agitator
4.6 Safety Mechanisms
5 Testing of system
6 Health & Safety
Students must reflect upon their project and outline the health and safety mechanisms they put in place, what they were needed for and why this mechanism.
7 Discussion
(This section is approximately 4-5 pages)
The aim of this section is to discuss the project findings in relation to the original research carried out in the background/ literature review. Why are there differences, do the results validate what the experts say. It is the student’s opportunity to discuss and explain their work.
8 Conclusions, Recommendations & Further Work
(This section is approximately 1 – 2 pages)
The aim of this section is to provide valid and strong conclusions (bullet point) and any recommendations to carrying out the project differently. Perhaps there is further work required by another student.
9 References
(This section is approximately 1 – 2 pages)
The section should be completed using the Harvard system and the software Endnote that is available on all student computers. It should contain a mixture of books, journals, datasheets, lecture notes and web pages.
It is important that when information is sourced on a webpage that the information comes from a reliable paper on the webpage and not just the interface. Warning: This information is not published and hence not edited nor validated.
10 Appendices
(This section is can be any length but the page count is not included in the page count of the whole document)
This includes any information relevant to the project that would take up too much space in the document such as:
AutoCAD Drawings, Datasheets, Surveys, Questionnaires etc
Appendix A: Drawing of Mechanical System
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Physiology"
Physiology is related to biology, and is the study of living organisms and how they function. Physiology covers all living organisms, exploring how the body performs basic functions in relation to physics and chemistry.
Related Articles

DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: