Principles to Embed Sustainability Thinking into Lean Manufacturing
Info: 9717 words (39 pages) Dissertation
Published: 9th Dec 2019
Tagged: ManufacturingSustainability
ABSTRACT
As Lean philosophy proved effective progress in productivity and efficiency, an increasing set of companies adopted this continuous improvement concept over the last century. With the start of 21st century, the globally rising environmental concerns are dominating manufacturing organizations to introduce sustainability into their operations. This paper provides an overview of Lean production and Green production in terms of their basic concepts, principles and comparison to explore their compatible and conflicting areas. It further examines and evaluates the relationship and links between Lean and Green elaborating the combined effectiveness of an integrated approach as compared to when implemented individually. The research focuses on developing a set of principles to embed sustainability thinking into Lean Manufacturing. The main objective of this thesis is to serve as a guidance for further detailed studies on integration of Lean and Green production managements. The case studies illustrate the application of sustainability of different manufacturing companies demonstrating their contribution towards our environment.
Keywords: Lean production/manufacturing, Green production/manufacturing, Sustainability, Integrated framework.
1.1. Research Questions
The research will provide with an insight of Lean Production and Green Production and an explicit overview of principles, tools, techniques and comparison of the two production management philosophies. In order to achieve the research goal and objective, three research questions have been constructed. The first and fundamental research question serves as a research clarification question to set the direction of research. The second and third question supports the main question to explore the methods and principles that can be implemented in a Lean environment with low investments to achieve maximum sustainability and minimum environmental impact for manufacturing industries.
RQ1: What strategies should be adopted in order to minimize the eco-footprint that companies leave behind by their manufacturing operations?
Specifically, how should companies tackle the problem of environmental waste and pollution so that they can be called ‘Green’ by having minimum negative impact on our environment?
RQ2: How can companies that have already implemented Lean principles extend to sustainable production?
Precisely, how can companies that already possess knowledge of lean management apply it to save on energy costs and environmental waste? In what ways can a lean environment serve as a catalyst to implement sustainable production?
RQ3: What are the low investment options / actions to switch from just ‘Lean’ to ‘Lean-Green’ organization?
Specifically, how can small and medium scale enterprises save on environmental waste and energy with miscellaneous changes in their operations and other activities? What small improvements can yield significant benefits for the eco-system?
1.1.1. Differences
With rising environmental concerns all around the world, Green practices are no longer optional and have become a must for companies. Introduction of Green practices into already functioning Lean-companies will require certain trade-offs in some areas which are not 100% compatible. The differences between the Lean and Green paradigm lie in: their focus, what is considered as waste, the customer, product design and manufacturing strategy, end of product-life management, KPIs, the dominant cost, the principal tool used and certain practices as, for example, the replenishment frequency [39].
The selection of materials to manufacture the products is an area conflicting Lean and Green principles. The cost concerned Lean practices promote the use of economical materials irrespective of its eco-footprint value on the environment. Thus, toxic and hazardous materials are included in the product, partially or completely. On the other hand, Green practices condemns the utilization of such harmful substances which may affect the living species and our nature. Products as well as industrial tools manufactured from synthetic materials which are not biodegradable is a strong example which depicts the antagonism between Lean and Green principles.
The replenishment frequency practiced in Lean Manufacturing is another important point of conflict between Lean and Green practices. As explained by Vonderembse and Bergmiller, in a Lean environment, the replenishment frequency of raw material or semi-finished product output is high since Lean is working according to JIT principles and only very little inventory is maintained [39]. On the contrary, replenishing parts frequently leads to increased transportation resulting in more CO2 emissions. This negates the Green Principle of reduction of CO2 emissions. Some efforts and trade-offs are required, where suppliers from nearby areas are selected that share truckloads to supply multiple customers on the same delivery path. Ultimately, both practices seek to minimize the transportation lead time which does not make the practices completely incompatible, but some areas where trade-offs need to be done.
2. CONCEPTUAL WORK
2.1. Bridge Gap between Lean and Green
As the literature review clearly shows that implementing Lean Manufacturing results in higher productivity with lower material and labor costs, it simultaneously helps to some extent in delivering Green results. Although there has been less discussion concerning the benefits of Lean in relation to Green, some studies have shown to improve the environmental performance using Lean Manufacturing tools. Green practices are partially a natural extension to Lean without the absolute intention of being Green. Because Lean practices does not primarily focus on the environmental wastes and pollution, these energy savings cannot be maximized just by Lean Manufacturing. Thus additional Green Manufacturing tools and practices needs to be incorporated with Lean to achieve maximum sustainability in all operations. Eventually the overall performance of an organization can be improved by emphasizing on sustainability and extend Lean Manufacturing programs by broadening the emphasis on elimination of waste and employee involvement. In order to bridge this gap between Lean and Green we need to evaluate and scan the areas where Lean lacks in achieving Green benefits. The following table 3.1 shows us the hidden Green savings achieved by the important Lean Manufacturing tools and techniques.
| Lean Tools and Techniques | Sustainability and Environmental Achievement | Effect |
| Total Productive maintenance (TPM) | Less spills and leaks of hazardous waste like lubricants, also higher efficiency and longer equipment life resulting in energy and material savings. | Positive |
| Kaizen | Elimination of various hidden wastes and unnecessary activities resulting in energy savings. | Positive |
| Just-in-Time (JIT) | The Pull nature of JIT reduces inventory and space but demands replenishment of parts at frequent intervals resulting in increased transportation and CO2 emissions | Negative |
| Kanban | Visualization and detection of wastes using Kanban cards results in less defects and material and energy wastes. | Positive |
| 5S | Organized and clean workplace results in efficient operator work with less defects | Somewhat positive |
| Single Minute Exchange of Dies (SMED) | Increases machine efficiency resulting in energy savings | Positive |
| Poka-Yoke | Reduction in errors mean less defects and scrap which eventually results in less energy and waste | Positive |
| Value-Stream Mapping (VSM) | Efficient mapping of processes results in minimum waste due to reduction in scrap. Thus less material and energy is consumed. | Positive |
| Key Performance Indicator (KPI) | Improved manufacturing performance and waste elimination helps in material and energy savings | Positive |
Table 3.1: Sustainability achievements from Lean Tools and Techniques
The above mentioned Lean Manufacturing tools incidentally help to achieve sustainability and has positive consequences in reduced energy consumptions and lower emissions. Although Lean practices can result in major energy savings, integrating Green practices into the continually improving Lean strategy can yield significant savings in energy and emissions. By adopting additional sustainability tools, utilizing current Lean tools to achieve sustainability and integrating ‘Green Waste’ as an additional waste in the Lean practices, the environmental performance of an organization can be maximized along with maximum cost savings. By allowing for environmental and energy opportunities to converge with process improvement, manufacturers are seeing benefits around cost reduction, improved process flow, reduced lead times, lower regulatory risk of non-compliance, meeting customers’ expectations of stewardship, improved environmental quality, improved employee morale, and elimination of toxic materials [42]. In addition, companies can also save on air emissions, packaging waste, solid waste, and hazardous waste. Although Lean has the capability to reduce green wastes and energy, there is still much potential for an organization to achieve sustainability due to the following oversights:
- Savings on energy consumption, harmful effects of toxic-material usage and human health exposure are rarely considered in Lean practices.
- Lean is not concerned with the use of Green energy (Renewable energy) and Green processes.
- Costs of overhead and facility support are so huge that environmental costs of processes get hidden.
- Lean practices are primarily concerned with the manufacturing of the product. It takes no part in product’s green design, product’s environmental performance throughout its life and product’s afterlife-recycling and disposal.
- There is neither any track of air, water and soil pollution generated in any Lean organization, nor are any measures adopted by Lean practices to control it.
2.2. Challenges in Implementing Green Manufacturing
2.2.1. Barriers of Green Manufacturing
Despite the importance and benefits of Green practices, many manufactures hesitate to implement sustainable innovations. Most of the small and medium enterprises deter to change their already established routines and invest in Green innovation due to its uncertainty in long term gains. Other large firms engage and invest to achieve green innovation, but do not succeed to develop new green products or processes because they fail to overcome these barriers. Establishing a sustainable business requires a great deal of resources, technical knowledge, employee cooperation and capital investment. Various factors within and outside the organization resist the development of Green products and processes. The major barriers affecting the successful implementation of Green practices in a company maybe as follows:
- Huge capital is necessary for initial development and modifications in an industry to bring a sustainable change. While there is no short term profit, the long term return on investments are uncertain and limited.
- Since the research study and literature on sustainability is limited and developing, it is difficult to gather information and technical knowledge about potential sustainability improvements.
- Lack of technology and knowledge makes it uncertain for research and development people to consider environmental aspects in the product’s design and production processes.
- Stringency of company cultures restrain from reconfiguring product’s design and processes to include sustainability since profit margins from green practices are insignificant.
- Due to lack of environmental awareness and interest, a majority of consumers are unwilling to pay more for green products.
- Lack of funding and support from Government for Green projects acts as an obstacle for organizations.
2.2.2. Drivers for Green Manufacturing
The manufacturing sector across the world is developing ways to become more efficient as a continuous process. Although adopting sustainability poses certain barriers, it is inevitable to implement Green principles due to limited natural resources, changing climate and waste accumulation. Since manufacturing industries mainly contribute to these issues, environmental experts have explicated the need to transform these linear manufacturing systems to circular systems. Depending on the company size, the available resources, technical and research knowledge, and business policies; Green practices can be implemented at various levels from small changes (e.g. replacing tungsten bulbs with LEDs) to complete transformation (e.g. changing plant layout and machines according to sustainable production). The everyday rising environmental concerns are driving government and people to inculcate sustainability into manufacturer’s products and processes. According to the literature and scientific studies, the following drivers can help organizations to actualize Green Manufacturing practices:
- Appropriate environmental awareness and education must be provided to all employees of a company.
- The organization needs to be externally pressurized to adopt sustainability by the government, stakeholders, environmentalists, customers etc.
- The company must be informed and enlightened about the long-term benefits of Green Manufacturing
- The environmental and sustainability advantage of other companies through marketing can increase competition and eventually drive the manufacturer to implement Green practices.
- Manufacturing and marketing environmentally friendly products can improve the company image and boost the product sales.
- According to research, adopting sustainable practices help to increase product quality, market-share and profits.
- Social responsibility, investor demands, government regulations and international standards, and increased customer consciousness motivate companies to embark upon Green Manufacturing.
2.3. Scheme to implement an integrated Lean-Green approach
Although Lean Manufacturing is Green to a certain extent, combining sustainability into Lean Manufacturing will reap maximum benefits in terms of cost savings and environmental performance. Thus an integrated plan must be developed by organizations taking into consideration both the Lean and Green wastes. All the tools and principles of Lean and Green must be taken into consideration for the development of this integrated scheme. In Figure 3.1, a representation of a proposed Lean-Green scheme is attempted to provide an overview of implementation of an integrated approach:

Figure 3.1: Conceptual scheme of an integrated Lean-Green approach
A special dedicated cross functional team needs to be formed to implement the new approach. Top management commitment must be ensured to invest for training process, necessary resources, tools, tracking lean and green progress, recognition and reward, etc. Along with the already implemented lean metrics, additional environmental metrics that needs to be taken into consideration are total material usage, total scrap generated, hazardous material usage, energy consumption, air emissions, waste water formation etc. The next step includes the training to develop a vision to identify green areas in product design, process, packaging as well as other functions. After successful evaluation of Lean and Green areas, the appropriate tools and techniques must be implemented to eliminate all kinds of waste. Since most of the Lean and Green tools are synergetic to one another, they can be implemented in any factory without any conflicting interventions. Some Lean Manufacturing tools are also useful in evaluating and analyzing the green metrics, e.g. Value-Stream Mapping, Kaizen etc. and some Lean principles can be further extended to include green waste to be eliminated e.g. 5S to 7S (additional ‘Safety’ and ‘Sustain’). Similar to Lean Philosophy, Green practices are continually evolving process with a goal to achieve zero emissions and zero waste.
2.4. Conceptual Principles for an Integrated Production Management
Besides manufacturing, the functioning of an organization consumes resources in all departments. Lean Manufacturing is one of the best recent trends of efficient production. Since environmental waste, natural resource use and pollution are the main focal points in the recent years, these need to be incorporated with Lean. Although it is clear that Lean results yield sufficient environmental benefits in production processes, these achievements can be maximized by integrating Green practices in all departments of an organization. Additionally, manufacturers now a days are obliged to inculcate these twin strategies and to develop an environmental stance that acts as a driver for increased revenues, reduced costs and risks and improved brand image. Nunes and Bennett [43] explain that even though there are strong and clear evidences as to why companies should implement green (i.e. through environmental management practices), it is still uncertain as to making green decisions when a company counters a challenging strategic decision regarding where to make the investment when various possibilities are involved (i.e. in manufacturing, logistics, product design, process, marketing). To overcome these difficulties and to set a systematic path towards a lean and sustainable organization, a specific set of principles which combines the principles of lean and green is required. Through the present literature study and field work, the following set of integrated conceptual principles have been formulated and have been generally explained in the next chapter.
- Implement altered lean tools to save on environmental and energy costs
- Incorporate Green-Design into products
- Use digital manufacturing technologies to achieve lean and green results
- Explore low investment practices to achieve sustainability in SMEs
3. DETAILED DESCRIPTION OF THE PRINCIPLES
Since Lean Production and Green Production have originated as two independent trends and are being implemented by companies separately, researchers studied the effect of these production philosophies independently and examined their benefits. Now a days, researchers are studying the interrelation between Lean and Green, how Lean tools and principles can help in achieving sustainability and ways to construct an integrated ‘Lean-Green’ multi-functional approach. There has already been much debate following the positive relation of Lean and Green. The discussion is generally categorized as 1) studies supporting the absolute relation of Lean and Green, 2) Studies that justify the conditional relation between the two, 3) Studies intending to integrate Lean and Green. But an important conclusion led by Miller et al. [40] that may interest organizations to implement this integrated approach is that Lean and Green Manufacturing can have a more significant and positive impact on multiple measures of operational performance when implemented concurrently rather than separately. Although Green integration results in higher profits and cost savings, the main objective concerns developing operations providing higher environmental performance and waste minimization to sustain and maintain the ecological balance of the earth. In the last chapter, it was clear that adopting Green Manufacturing along with Lean is complicated and challenging due lack of working principles, resources and motivation. The conceptual principles formulated for an integrated approach of Lean and Green have been explicitly explained for further research and implementation as follows:
3.1. Implement Altered-Lean tools to save on environmental and energy costs:
The Lean Manufacturing framework which has been already adopted by the manufacturers to identify and improve efficiency issues serves as a guide for applying sustainable manufacturing principles. Employees can be trained to identify and address the environmental issues like emissions, resource utilization and waste generation in a Lean Manufacturing strategy which focuses on products quality issues, now framed by the concept of “sustainable quality”. With proper employee training, the traditional Lean Manufacturing techniques like Value-Stream Mapping (VSM), Kaizen and 5S can be implemented to specifically identify environmental issues and make sustainable improvements. As these tools do not primarily target environmental wastes, they can be leveraged to consider these wastes and eliminate the ‘blind spots’ in Lean. By applying Lean logic to an environmental process, an overview of actual energy consumption and the optimum required energy to perform the process can be achieved. For example, a production facility falling short of compressed air requirement demanded the purchase of an additional compressor. After a quick study and repairing of their corroded and leaked pipes, seals and fittings; the current compressor provided more than required compressed air. Implementing Lean thinking to save energy consumption along with environmental waste generation can contribute to sustainability. The following tools adopted by manufacturing industries to get lean can also help to go green:
3.1.1. Energy Value-Stream Mapping (EVSM):
A typical Value-Stream Mapping (VSM) tool classifies the various industrial processes into value adding and non-value adding with a goal to identify and eliminate the non-value added (waste) activities. Based on the concept of Value-Stream Methodology, Energy Value-Stream mapping (EVSM) is being developed where energy components along with cost are added to evaluate with respect to time. With regard to the application of lean thinking to reduce energy consumption, several studies have been developed so far, since the EVSM concept has been introduced by Environmental Protection Agency (EPA) to the American society few years ago. Figure 4.1 shows the first Value-Stream mapping proposed by Mueller et al. [44] providing a schematic representation of value-adding and non-value adding input of time and energy.
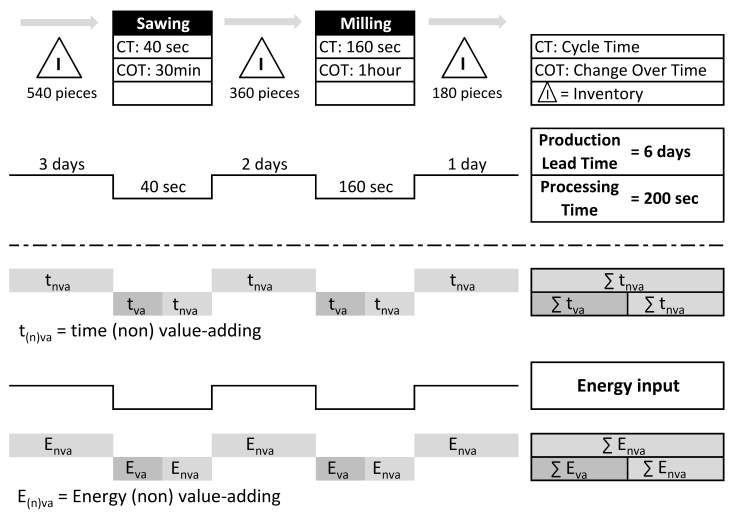
Figure 4.1: First proposed Energy Value-Stream [44]
As explained by Verma and Sharma [45], EVSM identifies the level of energy utilization and wastage in each step and hence determines the opportunities for energy conservations. Implementing this tool by incorporating electrical energy and fuel consumption provides with an ability to view the impact that process improvements have on reducing energy consumption and vice versa. Additionally, it can also deliver tangible and sustained results when used as a part of company’s improvement strategy and a structured analysis with a balanced set of data can reveal areas of energy improvements and optimization. In order to generate an even more sustainable Value-Stream, other environmental inputs in addition to energy like water usage and hazardous material usage can be mapped out to visualize the current process state. Moreover, the proposed model can also help as a guiding tool for energy budgeting and saving measures. A general layout of energy integrated into a Value-Stream Map adapted from [46] has been shown below in Figure 4.2.
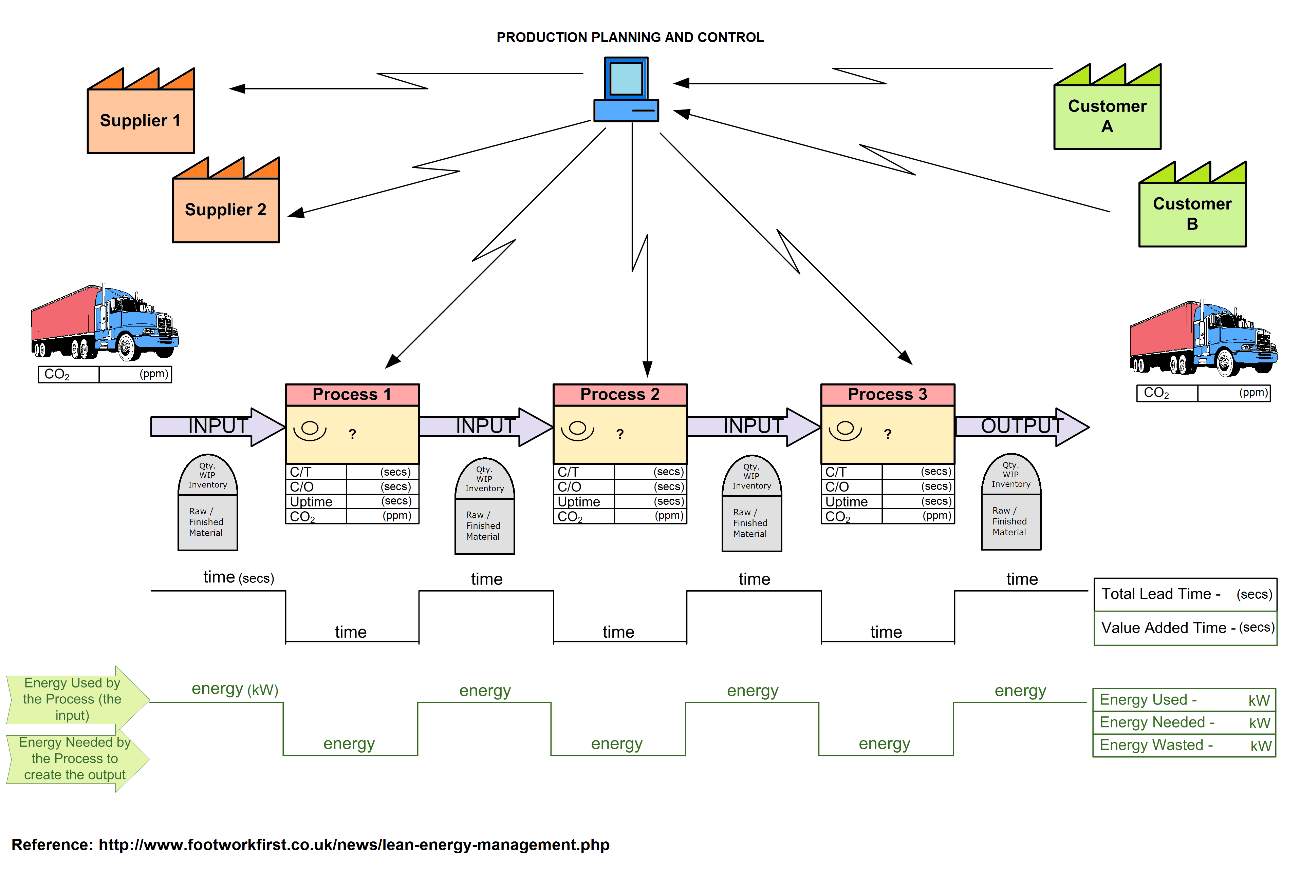
Figure 4.2: General layout of Energy Value-Stream Map
From the perspective of lean thinking, the energy consumption in a manufacturing process can be classified as value added, non-value added and waste. The objective of EVSM is to evaluate and eliminate the waste energy, minimize the consumption of non-value added energy and to maximize the energy efficiency of value-adding activities, resulting in low production cost and less environmental impact. To achieve these goals, the answers to the following questions must be obtained and studied:
- Which processes consume the energy?
- How do the processes consume energy?
- How is the flow of energy within the factory?
- What is the actual energy requirement to manufacture a product?
- After assessing the current state Value-Stream and defining the future state Value-Stream, how can the future target condition be achieved?
These questions can help to monitor the energy consumption and evaluate the criticalities related to the non-value added activities and waste. The value added and non-value added energy is often confused with the direct and indirect energy consumption. In order to get a clear perspective of the types of energy consumed in a factory based on lean thinking, the three types of energy are evaluated and explained as follows:
- Value added energy: The energy that theoretically adds value to the product by transforming a material or semi-finished product into a more finished product. (E.g. energy consumed in drilling holes on a clutch plate, heat required in the quenching process of a steel component, etc.)
- Non value-added energy: Auxiliary energy which does not add direct value to the product, although mandatory to perform the process correctly. (E.g. Energy consumed by a motor to circulate coolant for turning operation.)
- Waste: Energy loss due to improper machine use, equipment failures, poor use of technology (E.g. Use of oversized press machines, poor furnace insulation, etc.)
General Guidelines:
The basic procedure includes mapping of all the process activities and other information which helps to visualize the current state and guides towards mapping the future desired state. These are the following steps to develop an Energy Value-Stream map for the sustainability strategy:
- Collect quantitative and qualitative data for energy usage, i.e. data on process parameters, temperature, power, compressed air etc.
- Using the collected data, construct the current state Energy Value-Stream map using relevant symbols.
- Using energy efficiency analysis, assess and evaluate the information of current state Value-Stream map with the aim to optimize energy consumption and eliminate the environmental waste.
- Construct and develop a future state Value-Stream map seeking solutions of energy consuming bottlenecks in various scenarios.
- Prepare an action plan to work towards the developed future state condition.
3.1.2. Energy Kaizen events:
Kaizen is a continuous improvement technique in Lean Manufacturing designed to improve the efficiency of production processes to create parts and products of highest industry quality standards. An Energy Kaizen is adapted from this Kaizen methodology and specifically applies to energy. After determining the production areas with large energy consumption or accounting for large air emissions, the wasteful practices can be identified and eliminated using Kaizen events. It has been found that Kaizen events developed with an intention to reduce energy consumptions prove to be more effective and powerful. The event seeks to make practical changes, monitor the results and implement the new adjustments accordingly. Similar to a normal Kaizen event, the Energy Kaizen takes place as follows:
- The Kaizen is generally lead by a couple or more energy experts and a cross-functional team of internal employees from different departments perform the tasks. The high level of employee involvement offers valuable insight into processes providing a sense of ownership.
- By examining and analyzing the initial data of the energy consuming processes, the key areas of concern are identified. It is followed by a complete factory floor inspection walk to learn the specific problem areas in detail.
- After formulating and examining the detailed list of problems, the employee team perform another factory floor walk to propose potential solutions to the examined problems. The suggested solutions are either implemented immediately as quick fix solutions or created as long term projects requiring capital investments.
- Along with the guidance of energy experts, the assigned team then works towards developing a plan to implement the proposed solutions.
As explained in the “Lean, Energy & Climate Toolkit” of the Environmental Protection Agency (EPA) [47], Energy Kaizen events combine a detailed energy-use assessment with immediate implementation of energy-reduction opportunities. The following table 4.1 shows some examples of energy savings potentialities recognized by a Kaizen event.
| Area of Energy waste | Counter Measure | Profit Savings ($) |
| Main supply fans and air conditioners operate 24 hours per day | Implement non-critical systems run time schedule | $47,000 |
| Fan motors are over-size in capacity | Install motors with lower horsepower | $27,000 |
| Exhaust fans in the factory run at full speed 24 hours per day | Install regulators and run the fans at low speed during off hours | $18,000 |
| Heat recovery unit from exhaust fans run faster than required | Bypass tilt coils and run fans at slower speeds | $24,000 |
| Room lights are switched on 24 hours per day and emit more than required light | Install motion sensors to automatically switch on/off and decrease the number of lamps | $25,000 |
| Water circulation pumps are operating although not required | Remove it | $20,000 |
| Total Profit Savings | $161,000 | |
Table 4.1: Example Actions of energy savings at a Kaizen event [47]
3.1.3. Upgrade from 5S to 7S:
The vital Lean tool of 5S that focuses on creating, maintaining, and sustaining a clean and orderly work environment can be upgraded to 7S to include safety and sustainability. It aims to maximize the efficiency of the work process and work space and reduce disorganization and physical obstacles to efficiency. Expanding the 5S tool to 7S to include energy and environmental impacts can improve the organization’s environmental performance by reducing the stock of expired chemicals and materials, reducing defects (resulting in less energy wastage) and avoid health hazards causing productivity losses. In addition to the five components of 5S explained in Chapter 2, Safety and Spirit are integrated to make 7S and are explained briefly as follows:
Safety:
Safety [48] is basically the state of being safe throughout the other steps against physical, financial, psychological, social, or any other types or consequences of failure, damage, accident, harm or any other undesirable event. It is particularly influential in manufacturing and laboratory settings where potentially hazardous equipment and substances are to be worked with.
Steps required:
- Train staff with safety related instructions and symbols
- Implement Poka-Yoke (Error proofing)
- Identification and labelling of Alert, Warning and hazard area with proper symbols
Resources required:
- Personal Protective Equipment
- Safety Trainer or Expert
- Safety Boards, symbols, safety alarms etc.
Accomplishments:
- Reduced accidents
- Safer working environment
- Mistakes and error minimization
Spirit:
Spirit is an additional component which needs to be incorporated since leaders understand the repercussion of company culture and positive influence of respect for employees. Incorporating Team spirit [48] that develops a willingness to cooperate as part of a team makes explicit the reliance on the people factor.
Steps required:
- Arrange meetings regularly to set benchmark and strategies for achievement
- Assign a 7S team with a team leader
- Regularly arrange trainings and motivational speeches for 7S team
Resources required:
- An experienced leader having knowledge, abilities, good understanding and cooperating skills
- A 7S team manual based on the solutions and conclusions of meetings and brainstorming sessions
- Questionnaire inquiry to measure and analyze the team spirit
- 7S Audit form to evaluate the overall performance
Accomplishments:
- Increased work confidence
- Better communication and working efficiency
- Improved understanding and problem analysis
- Reduced job boredom and creation of healthy working environment
4. CASE STUDIES
4.1. VAUDE
Founded in 1974 by Albrecht von Dewitz and its headquarters located in Tettnang Obereisenbach, Germany; VAUDE is a 100% family owned German Company that produces environmentally friendly equipment like tents, backpacks, sleeping bags, clothing, accessories etc. The company established its very first corporate responsibility report in year 2014 according to the guidelines of the Global Reporting Initiative. In 2010, VAUDE affiliated to Fair Wear Foundation (FWF), an organization committed to ensure that all production facilities comply with the stringent FWF code of labor practices to improve the standard of working conditions in the textile industries. In 2015, VAUDE was awarded as “Germany’s most sustainable brand” at the German sustainability awards.
At present, we do not have any uniform international standard for evaluation of “eco-products”, but VAUDE evaluates its own products with a strict criteria named ‘Green Shape’. The products are constantly evolving and reviewed over the entire life cycle, right from the product development through production, service, recycling and reuse. In the product development stage, the product is designed to last a long durable life and can also be easily repaired. They particularly use material having proof of environmentally friendly manufacturing. Fabric materials consisting of organic cotton, hemp and other eco materials which are traceable with sound animal welfare policies are selected. Hazardous material like fluorocarbons, hypochlorite, PVC etc. and controversial technologies like Genetic Engineering and Nanotechnology are completely avoided. These strict guidelines not only apply to fabrics but also to zips, buttons, prints and other additions. At their production facilities too, the environmental standards are met and fair wages are paid to workers with free meals. All of the manufactured products are transported and supplied by means that are most eco-friendly and less polluting. After the products are sold and being used, the Green Shape logo is a guarantee that the product is easy to wash at low temperatures without the need for dry cleaning. VAUDE’s repair service also provides any help in case something on the product breaks. When you think you don’t need the product anymore, the company also has an option to recycle the product and also gives an opportunity to sell it on eBay platform and give it a second life.
Apart from the product, sustainability can be also observed in every other areas of the organization. At the headquarters located in Tettnang-Obereisenbach, the factory is EMAS-certified and climate neutral, has an organic canteen and an on-site childcare center. The employees are offered in a Corporate Health Management System with various sports classes and the employees commute in an eco-friendly way through carpooling and e-bikes. The sustainability theme is a fine green line that runs throughout the company. In a sustainability strategy video posted by the company, the CEO of VAUDE, Ms. Antje von Dewitz says: “The vision of VAUDE is that we want to be a sustainable company through and through. That means everything that we do, we do it in an ecologically and socially fair way. We have also found innovative and new ways of improving the conditions of the workers. What I really find important is to show that you can make environmentally friendly products and that you can earn money and still be an ecological fair partner”.
In a CSR report of the recent years provided by VAUDE, we get a detailed overview of the various sustainability measures adopted by the company in different sectors of the work. Following are some of the areas where VAUDE has shown efforts to minimize the eco-footprint left behind by the organization:
4.1.1. Environmental Management System:
Eco-management and Audit Scheme or EMAS is an environmental policy instrument of the European Union that helps to firmly implement environmental protection acts in all business processes. VAUDE’s environmental data is disclosed and verified annually by an independent environmental auditor to check if the Company meets its own environmental goals and standards. The company describes “The VAUDE Environmental Policy” [7] as follows:
VAUDE has an equal obligation to the economic and environmental responsibility. We are committed to the long-term, sustainable use of nature and to active environmental protection.
- At our companies
- By means of resource conserving economic activity in our administrative department and production.
- By using renewable energy and investing in the preservation of biodiversity.
- With our products and supplies
- By using innovative environmentally friendly materials and by recycling.
- By means of environmentally friendly production techniques.
- In the outdoor branch and the society at large
- By means of active environmental policies in professional associations and collaborative environmental protection projects.
- By collaborating with environmental associations, universities and public projects such as the Deutschen Nachhaltigkeitskodex (German Sustainability Code)
The following pi diagram in figure 5.1 shows the various expenditures of the company spent in 2015 with a focus to protect the environment:
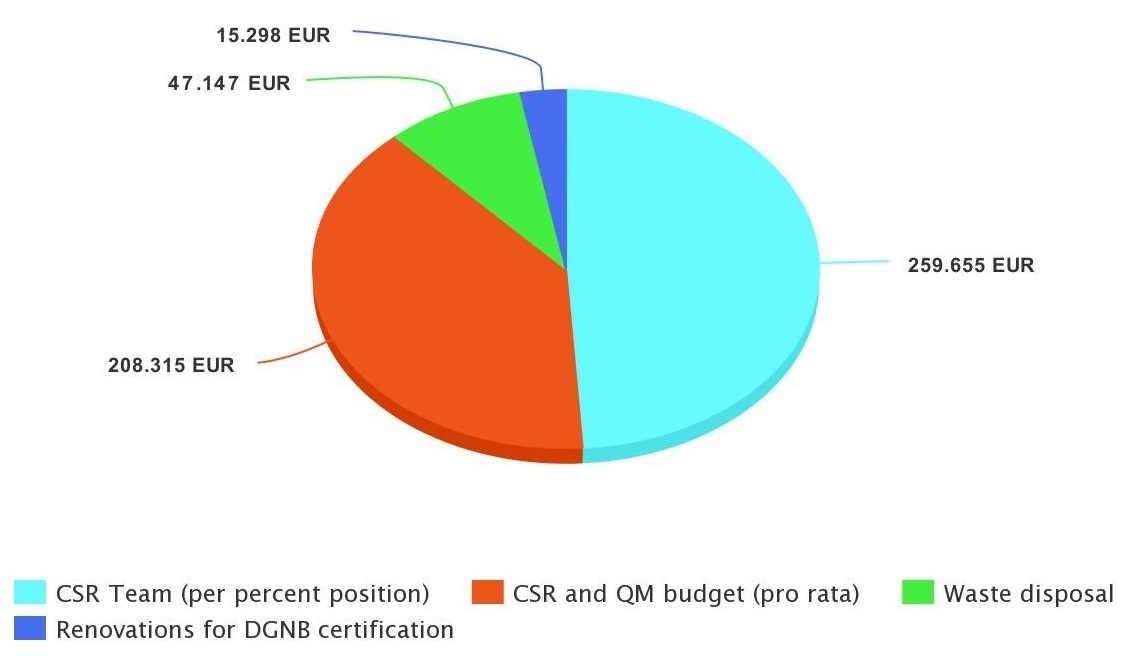
Figure 5.1: Environmental protection expenditure chart [9]
4.1.1.1. Waste and Waste Water:
‘Waste’ is a major environmental issue for any manufacturing industry and so is for VAUDE. At the headquarters in Tettnang-Obereisenbach, all waste is properly disposed by the local waste management company. This waste is carried to a collection station with proper documented proof by all employees of the company. Residual waste is a challenging problem for VAUDE primarily because of the production waste of bag manufacturing which is currently encountering a recycling problem. As coated synthetics consists of multiple materials presenting a big challenge for recycling, VAUDE experts are working on the waste potential analysis to significantly reduce this waste and dispose it in the most eco-friendly technique possible. However these waste quantities amount very less on an industrial scale. The following graph in figure 5.2 depicts the amount of waste generated at the Tettnang site from the year 2008-2015. Despite many careful measures for proper waste management, the residual waste accumulated between 2013-15 increased drastically due to renovation of the office and reconstruction.
Water consumption too plays a vital role for VAUDE as many upstream processes for manufacturing of all VAUDE products need fresh water and generates waste water. But the company headquarters in Tettnang consumes fresh water only for sanitation purposes and waterproof/washing tests. None of the production processes in this plant require water. All of the water consumption is regularly recorded and assessed by the company’s water utility. Approximately, 20,000 liters rainwater tank is used for service purposes e.g. toilet flushing. Also two rainwater ponds are maintained at the plant for fire safety use.
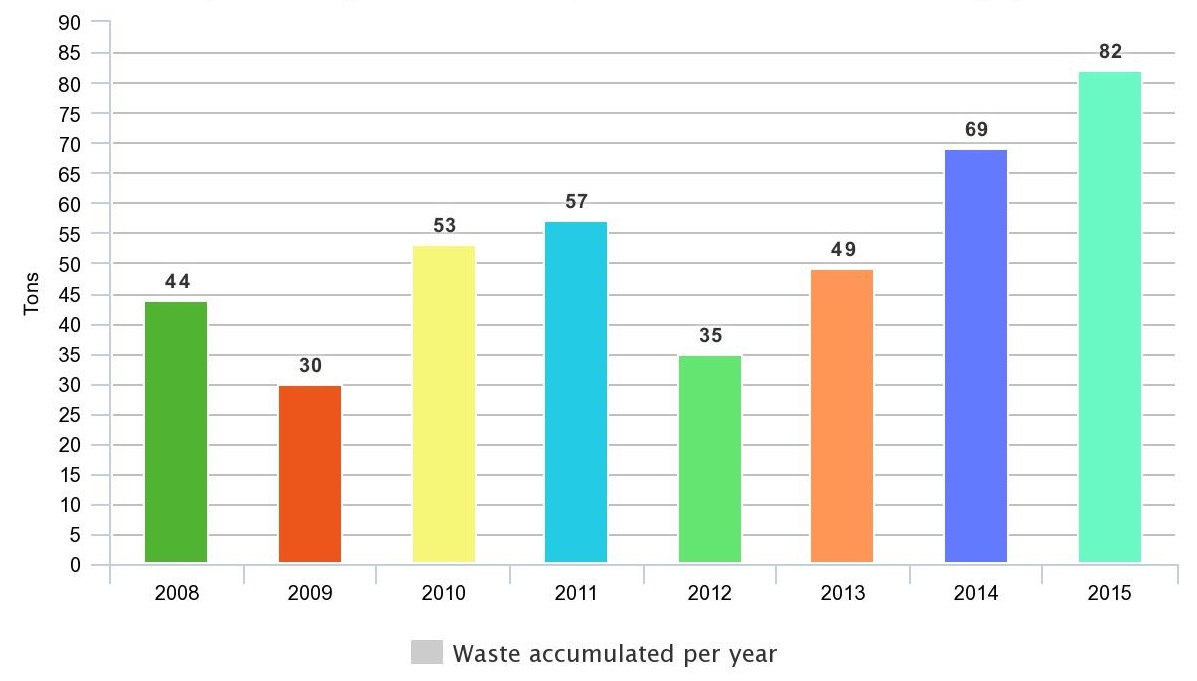
Figure 5.2: Residual waste chart [9]
4.1.1.2. Energy:
At the Tettnang-Obereisenbach plant, the total energy consumption has been raised by only 4% since 2013 while the total production output has increased by 28%. Since 2013 the utilization of machines is improved reducing the energy consumed per ton of production output by 18%. In the year 2014, the company consumed 100% renewable electricity and gas. Unfortunately, the energy consumption elevated in 2015 mainly as the production facility burned due to lightning strike and was shifted to another building. Secondly, as a result of renovation work, fuel oil was used in the building and premises for a few months. The negative impacts of the total energy consumption at the Company headquarters are compensated through “myclimate” organization. Thus the entire VAUDE Company located in Tettnang is considered climate neutral since 2012.
4.1.1.3. Emissions and Climate Balance:
Every year since 2012, a comprehensive corporate climate balance is declared by VAUDE and thus all VAUDE products are climate neutral since then. A non-profit organization named “myclimate” records and estimates an annual climate balance for VAUDE. In this way a transparency is achieved as to which divisions are responsible to a particular emission. VAUDE analyses the results of “myclimate” and derives objectives and actions to further minimize these emissions. Also some unavoidable emissions are offset in other projects and compensated to neutralize the balance.
4.2. FAIRPHONE
Founded by Bas van Abel and launched in 2013, an Amsterdam based Dutch company named ‘Fairphone’ is manufacturing environmentally and socially responsible smartphones and smartphone cases. This social enterprise company is the world’s first one to attempt to manufacture a more ethical smartphone, while the unethical and unsustainable characteristics of this smartphone company is well documented. The first version of the phone priced at €325 per unit successfully sold more than 60,000 units and ensured the company’s social values by using conflict free materials and fair labor working conditions. The founder and CEO of Fairphone won a German Environmental award in 2016. One of the key challenges that Fairphone is tackling is to shift the consumer’s mentality to lower the replacement pace of smartphones. Fairphone is an extremely community driven and consumer oriented smartphone manufacturer that prioritizes transparency, open dialogue and a startup approach to sustainable business [58]. The company believes that reparability pays off since environmentally conscious customers take initiatives to put extra effort to replace parts and repair their devices by themselves. As stated on the company website [59] “When it comes to making our phone, we’re doing things a little differently. We aim to create positive social and environmental impact from the beginning to the end of a phone’s life cycle.” Fairphone believes that it is only possible to make a phone genuinely fair by trying to incrementally manufacture it and to keep upgrading it while adding pressure on the supply chain. In the effort to design and manufacture a truly fair phone which will have minimal harm to the people and planet, Fairphone mainly focuses on the following four goals:
4.2.1. Long-Lasting Design:
As compared to the normal smartphone replacement frequency of two years, Fairphone aims at extending the life to at least five years with self-reparability and easy part upgrade options. The modular architecture and design of the Fairphone enables it to last longer with the good old-fashioned power of repair [59]. Instead of replacing the entire phone in case of a damage or part failure, Fairphone offers spare parts at affordable prices and also provides with helpful tutorials for easy fix of the commonly broken parts at home. The Life Cycle Assessment (LCA) study of ‘Fairphone 2’ carried out by Fraunhofer revealed that the modularity of the smartphone estimated a 30% reduction in CO2 emissions across Fairphone 2 cycle and 95% of successful self-reparability.
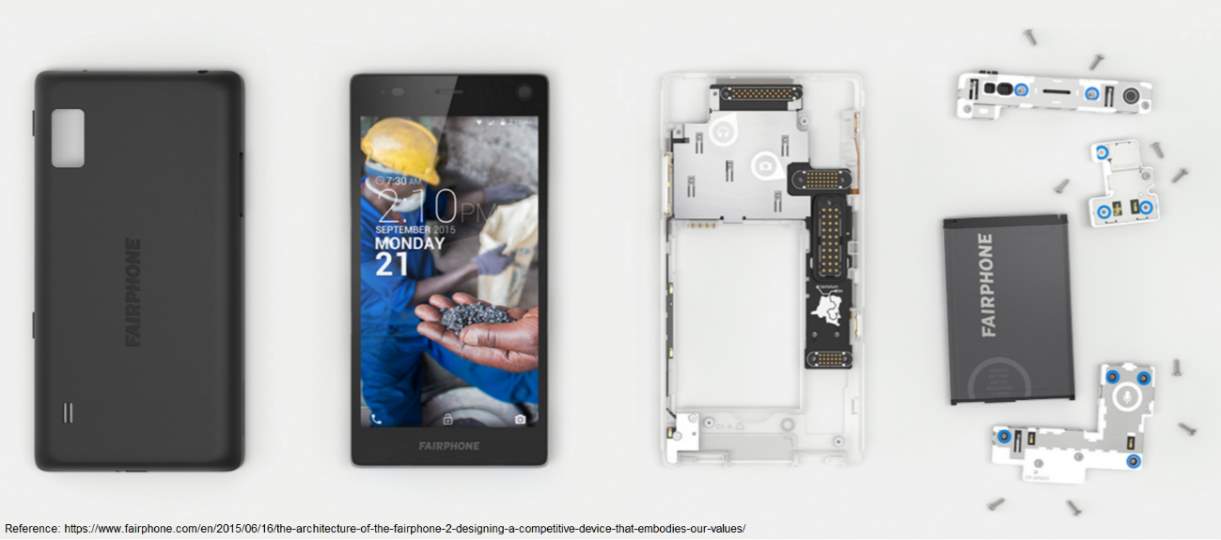
Figure 5.3: Disassembled Fairphone (version 2) displaying modular construction [59]
4.2.2. Fair Materials:
The choice of materials is an area where the company has made commendable efforts. The company aims at improving the materials supply chains by understanding the social, environmental and health related issues, responsibly sourcing the materials, increasing the use of recycled materials and seeking partners to help achieve these goals. Fairphone has developed a framework to meet the challenging material demands in terms of sustainability. In the approach to use sustainable materials, the company website [60] states that “We’re making a positive change in materials supply chains by developing a framework to better understand the issues, source more responsibly, increase our use of recycled materials and actively seek partners who can help us achieve these goals.” Fairphone has formulated the following major objectives to create demand for eco-friendly materials [60]:
- Source materials that are less toxic/hazardous to people and environment
- Increase the use of recycled and renewable resources
- Source materials from mines that empower vulnerable communities or possess better sustainable performance
4.2.3. Good Working Conditions:
Since the fast and affordable production of manufacturing sector comes at the cost of workers, Fairphone is taking initiatives to improve the worker’s conditions in terms of health and safety, worker representation and working hours. The company aims to make a lasting impact by joining hands with their partners, NGOs and researchers in order to start innovative programs which will improve worker satisfaction and enable communication between workers and management. The company is actively involved in the assessment of factory workings conditions and collaborative progress tracking and provides assistance and support to their suppliers to create better, safer workplaces.
4.2.4. Reuse and Recycling:
The cellphone’s average useful life of two years results in millions of discarded phones every year of which some are recycled and some end up in the landfills. Apart from spare parts sales and repair tutorials, Fairphone offers a takeback program that supports the reuse and recycling of their used phones. Other phones can also be donated to Fairphone through Teqcycle which will be taken care of recycling. Additionally, their research team is exploring ways to recycle the ‘Fairphone 2’ by developing easy dismantling designs. By endorsing the reuse and repair of phones and studying options for recycling and reducing electronic waste worldwide, Fairphone is marching a step closer to circular economy. In a research blog on Fairphone’s Life Cycle Assessment (LCA) and Environmental impact, Kim Jochemsen [61] mentioned that “Fairphone’s goal in the area of lifecycle is to apply the theory of the circular economy with the aim of extending the product’s usable lifespan and increasing reuse”.
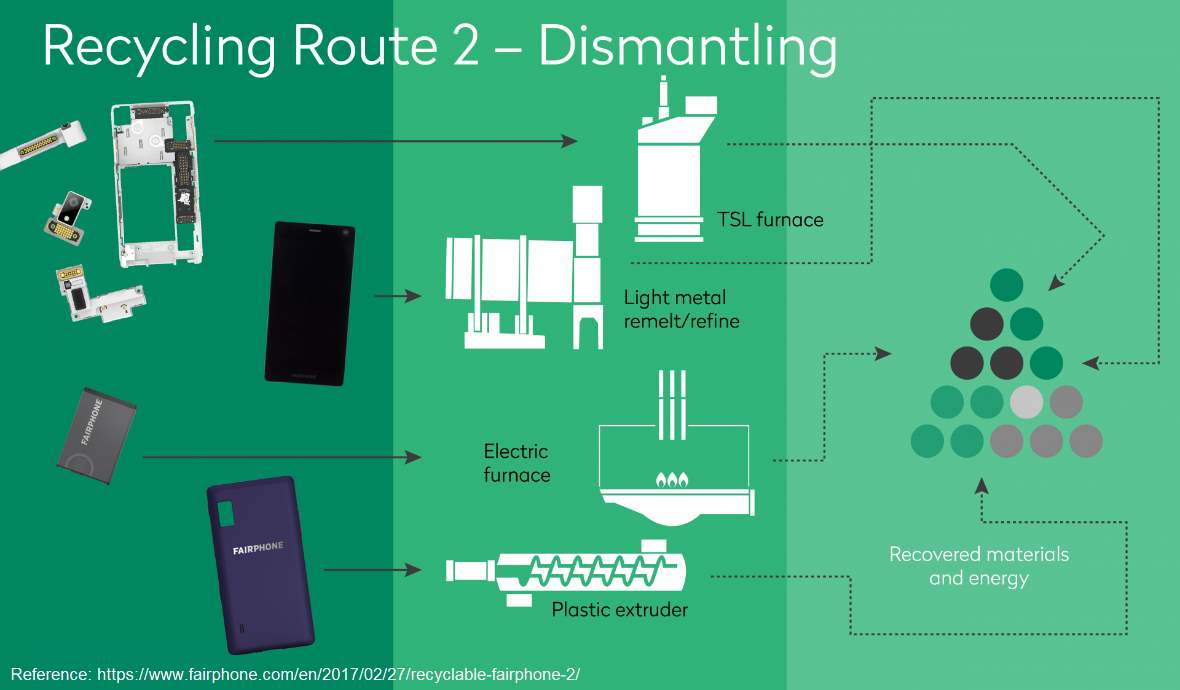
Figure 5.4: Simplified view of Dismantling and Smelting Fairphone 2 [62]
The company recently identified and investigated thee potential recycling methods for their new product ‘Fairphone 2’. The three different cycling routes, namely ‘Smelting and Metal Refining’, ‘Dismantling and Selective Smelting’ and ‘Shredding and Sorting’ were analyzed for maximum material and energy recovery. This study based on combination of types of metal and plastic recovery revealed that the second recycling route of ‘Dismantling and Selective Smelting’ as shown above in figure 20 offered maximum recovery of material with widest variety of material recovery. The findings also discover that this recovery route has maximum impact on the environmental performance and energy recovery. Since this method depends on partial dismantling of components supported by its modular design, the recovery rate is significantly improved with especially valuable minor elements like gold as shown in the figure 5.5 below [62].
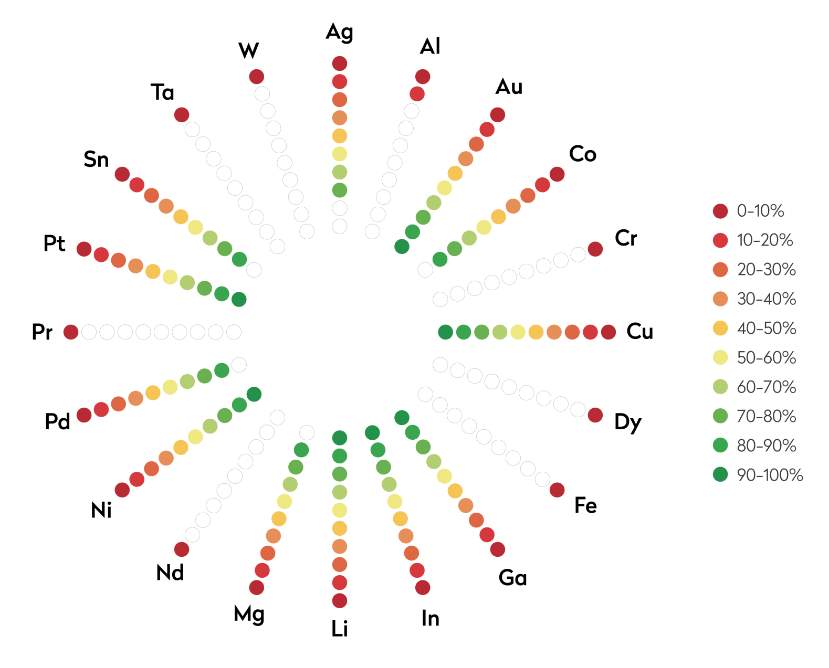
Figure 5.5: Material Flower diagram representing percentage of metal recovered by Dismantling and Smelting
4.3. NIKE
The American multinational corporation, Nike, Inc. is a worldwide renowned brand for sports apparel, footwear, equipment and accessories. Since the last 20 years, Nike is committed to provide athletes around the world with most superior product innovations. Nike believes that sustainability efforts are a crucial factor for company’s growth and success and that no forward thinking company can survive without sustainability efforts [67]. Nike creates products in which Innovation is embedded right from the very beginning into their design and development process and addresses the use of environmentally friendly products, minimization of waste and elimination of toxics. Since the release of its environmentally conscious Flyknit technology [68] in 2012, the sportswear giant has since turn its image around remodeling many of its core business components including design, production, workforce, etc. Every year, Nike revises its Sustainable Business Report and explains in details the company’s vision to improve its environmental performance by sustainable use of resources such as energy, materials and water. Moreover, Nike is determined to invest in disruptive innovation focusing on transforming waste, using low impact materials, renewable energy and creating new business models in order to maintain the 2°C climate stability by 2050 as set by annual Conference of Parties (COP21) in Paris, France in 2015. As mentioned in Nike’s Sustainable Business Report 2016/17, the company refurbishes its commitment to environmental and social goals, while foreseeing to double its business and have half its environmental impact by 2020. Some of the interesting key points from this report are as follows [70]:
- Since 2012, the waste reduction due to Flyknit technology accounts to approximately 1.6 million Kgs.
- Nike’s ColorDry technology using waterless techniques to dye fabrics has led to more than 20 million liters of water savings.
- Since 2010, around 3 billion plastic bottles have been shifted from the landfills for conversion into recycled polyester for Nike performance products. Additionally, the energy consumption in manufacturing reduced by 30% as compared with manufacturing virgin polyester.
- The Reuse-A-Shoe program by Nike has recycled around 30 million pairs of shoes.
- By the year 2020, Nike is targeting to reduce the environmental footprint of its shoes by 10%
- By 2025, the company plans to use 100% renewable energy in all of its owned and operated facilities and some of its largest facilities have already implemented on-site renewable energy generation [68].
4.3.1. Nike’s recycled products:
The revolutionary innovation has enabled Nike to embed sustainability into their performance products. The Nike Grind series of products transform the received sneakers and plastic bottles from one state to complete new condition and is used to manufacture wide range of products. The shoes received from the company’s Reuse-A-Shoe program are cut into 3 parts to extract the main materials and are processed further using ‘slice and grind’ technique to be fed as input material for new products. In 2010, Nike designed superior performance Football World Cup Jerseys utilizing recycled PET plastic bottles. From melting the discarded plastic bottles to produce new yarn, Nike is expanding the use of this seminal technology. By consuming an average of thirteen plastic bottles to manufacture a shirt with minimum 96% recycled polyester, Nike’s revolutionary recycling process is taking a spin on consumers and environment. Furthermore, the leftover waste in manufacturing of shoes at the Nike factories are reborn as tennis courts, athletic tracks and new shoes.
With a goal to achieve maximum sustainability, Nike is making efforts towards “circular economy” concept focusing mainly on re-use and green management across the entire product lifecycle. From managing the reputation in response to the criticism in the early 1990s to shifting its sustainability strategy to create an environment of industry collaboration, partnership and transparency; Nike has fundamentally grown and shifted its sustainability strategy to prove one of the most sustainable brands in the world.
CONCLUSIONS
4.4. Important objectives and findings:
The aim of this research was to identify possible methods to integrate sustainability as a positive incentive for companies operating on Lean philosophy and how Lean practices are beneficial to the sustainable development. The document does not focus on the detailed application and performance of tools, but on the strategic incorporation of both the philosophies.
The comparison findings reveals that Lean and Green Manufacturing are mostly complementary to one another and to some extent overlapping. Both the practices focus on waste reduction at source and maximizing the process efficiency. Even though lean does not target environmental wastes, lean practices can yield adequate environmental benefits. However, because environmental wastes and pollution are not main focus of lean, these goals cannot be maximized by just lean implementation. Lean lacks the long-term philosophic base making it less sustainable and difficult to endure. Although Lean and Green practices hold similarities in their concepts, there are some potential conflicts needed to be managed. While Lean aims to evolve any organization economically, Sustainability, in its broader concept, flourishes the organization environmentally, socially as well as economically. Therefore Sustainability is an important concept required to be incorporated into manufacturing companies with an important purpose of ‘preserving our planet’.
Since Lean and Green philosophies are mutual in certain areas, Green principles can be embedded to Lean principles without affecting each other. The principles discussed in the research provides a conceptual strategy to implement sustainable practices along with Lean practices to profit from both worlds.
4.5. Future Research and Study:
The literature review and research study executed in this paper has some limitations. The paper can be reviewed to get an insight of lean and green tools and principles as well as grasp an overview of the relationship between them. Likewise the conceptual principles presented can be researched in detail to develop concrete and functional integrated tools such as Energy Value Stream Mapping (EVSM), Green Product Design, etc. for an integrated Lean-Green implementation. Thus there are several options for future research directions to select from the constructed principles. The future empirical studies can refer the thesis work to examine and address environmental issues in the organizations while formulating their production strategy.
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Sustainability"
Sustainability generally relates to humanity living in a way that is not damaging to the environment, ensuring harmony between civilisation and the Earth's biosphere.
Related Articles

DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: