Quenching and Partitioning on Grade 91 Stainless Steel
Info: 7551 words (30 pages) Dissertation
Published: 9th Dec 2019
Tagged: ConstructionMechanics
1.1 Project Background
Steel is one of the primary materials in today’s world, as a result, more than 2700 variety of steels have been made. To make the better living standard, it is necessary to find a suitable material structure for efficient functioning without unexpected failure with abundant availability at relatively low cost. Over the last many years, Advanced High Strength Steel (AHSS) has received more attention. The main difference between conventional high strength steel and AHSS is their microstructure. The conventional high strength steel are single phase ferritic steel, while all AHSS are complex and multiphase microstructure produced by controlling the chemical compositions of materials and cooling rate of heat treatment process [1]. AHSS frequently used for cost reduction, increase reliability of component, and higher mechanical performance under static and fatigue loading condition. To producing AHSS, different mechanisms are employed with the goal of achieving desired range of ductility and strength.
There are mainly three generations of an AHSS-based on a microstructure of steel. The first generation of AHSS are mainly ferrite-based steel and comprises of (1) dual-phase (2) complex-phase (3) Transformation Induced Plasticity (TRIP) steel. The microstructure of the first generation AHSS is listed in Table 1.1. Initially, at the starting of the 1st generation of steel, it’s assumed that it contains only two-phase microstructure ferrite and martensite produced by quenching of steel at the intercritical annealing temperature [2]. However, research in the 1970’s showed that the first generation of AHSS steels contained complex combination of other microstructure like austenite and bainite. The complex phase contains pearlite within the ferrite
This thesis follows format used by IEEE journal on Components, Packaging and Manufacturing Technology and bainite matrix. The first generation of AHSS shows a combination of high strength and low ductility [2].
Table 1.1 Microstructure of the first generation of AHSS [2].
| First generation AHSS | Microstructure |
| Dual phase | Ferrite + Martensite |
| Complex phase | Ferrite + bainite + pearlite |
| Transformation Induced plasticity (TRIP) | Ferrite + martensite/
bainite +austenite |
During the last several decades, the second generation of AHSS was established built upon an austenite microstructure such as Twinning Induced Plasticity (TWIP) steels. An austenite microstructure provides better formability to the 2nd era of AHSS than the 1st generation. These steels are very useful in various engineering application due to their superior mechanical properties, but their high cost, due to alloying and challenges in production, limits their applications [3].
Nowadays, industries demanding material with a good combination of mechanical properties that gives more suppleness in choosing an ideal grade of steel for any given application, has elevated increasing attention in developing the third generation of AHSS. The idea of designing the third generation AHSS is to produce steel with a better combination of strength and ductility at relatively lower cost than the 1st & 2nd AHSS. The mechanical property of the 3rd generation is aimed to fill the gap between first and second generation AHSS as illustrated in Fig. 1.1. Fig. 1.1 is known as the “banana diagram” which summarizes the tensile strength and elongation data for different generation of AHSS. The 3rd generation of AHSS can include dual phase (DP) property with the 2nd generation of AHSS e.g. 1000 MPa tensile strength and 30% elongation.
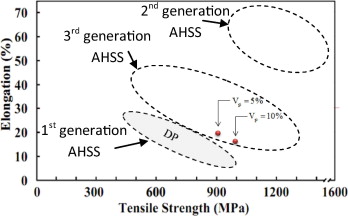
Fig. 1.1 Summary of tensile strength and elongation for various generation of steel [3].
One of such recent discoveries has been made for achieving 3rd generation AHSS. It is called “Quenching and Partitioning” (Q&P) process [4]. This process shows the best combination of hardenability and ductility nature of steels. Quenching and partitioning are a multistep thermal processing path that develops multiphase microstructure in steel with a desirable combination of strength, ductility, and toughness. Q&P heat treatment have been introduced by John G. Speer et al. [4] with the purpose of stabilizing austenite by carbon partitioning from supersaturated martensite and creating a microstructure containing metastable retained austenite and martensite. Retained austenite phase enhances strain hardening thru TRIP effect and martensite phase to increase the strength of the material [3] [5].
1.2 Problem Statement
The Next Generation Nuclear Plant (NGNP) is expected to fulfill the increasing energy demand by producing electricity and, at the same time reduce greenhouse gas emissions by co-producing hydrogen from the process heat. Grade 91 stainless steel is considered as a very important material for a next-generation nuclear plant for application in reactor pressure vessel at a temperature of up to 650°C. Currently, there is a need for suitable heat treatment process for grade 91 stainless steel to achieve the desired mechanical property.
1.3 Research Objectives
The objective of this research is to study the effects of a novel heat treatment process “Quenching and Partitioning” on grade 91 stainless steel. There are numerous studies on the Grade 91 steel, but these studies are limited to few partitioning temperatures and partitioning times. The optimum quenching temperature for grade 91 steel is to be determined using Koistinen-Marburger (K-M) Eqn. [4]. The hardness property of grade 91 stainless steel after “quenching and partitioning” will be determined using hardness testing and is compared with a conventional heat treatment process of grade 91 stainless steel. A specific objective of this thesis is to develop a relationship of a hardness with partition temperature and partition time for grade 91 steel. A secondary research objective of this thesis is to evaluate the resultant microstructure of grade 91 stainless steel using a scanning electron microscope (SEM).
1.4 List of Deliverables
The deliverable of this research work is an experimentally measured hardness of grade 91 steel using a one step and a two steps Q&P process. This thesis delivers the optimum quenching temperature of grade 91 stainless steel for the Q&P process. This thesis provides information about the effect of partitioning temperature and partitioning time on hardness of a material. The goal of the development of the 3rd generation AHSS steels is to increase its strength without compromising ductility. This is possible by employing a new Q&P process to grade 91 stainless steel. Those findings are crucial for investigating the optimum steel materials for the next generation nuclear plant.
CHAPTER II
LITERATURE REVIEW
2.1 Introduction
This chapter contains a survey of published work that has been considered relevant to the study of Q&P process for different grades of stainless steel. As Q&P process includes several existing heat treatment steps, there are not many literatures on each step of the process. Fig. 2.1 shows the number of research publications on Q&P of steel for a period of the year 2004-2011 [6].
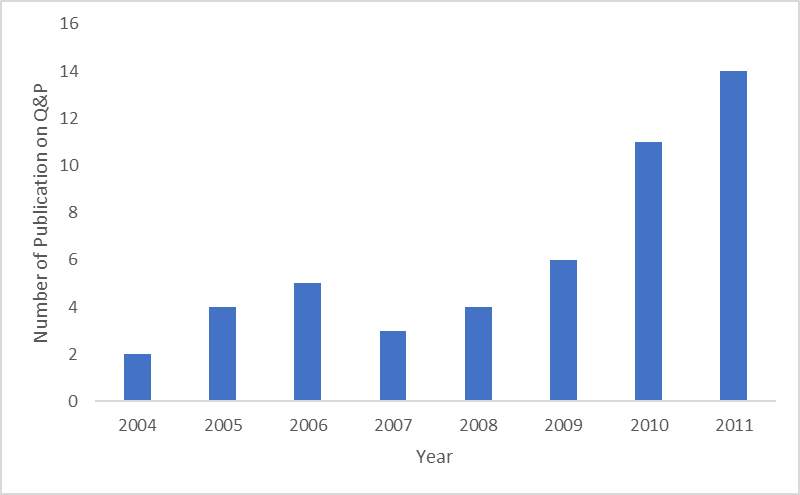
Fig. 2.1 Number of publications made on Q&P for steel at each year [6].
From Fig. 2.1, it clearly shows that Q&P research initially progressed relatively slowly. After 2011, publication has increased to a point, where it is becoming difficult to keep track of all developments. Hence, for this project the priority has been given to include those publications which are closest to the research objective of this thesis. For example, research is more focused on the effect of the Q&P process on different grades of steel.
2.2 Quenching & Partitioning Process
In the Q&P process, a material is first heated at intercritical temperature range or above the Ac3temperature to obtain a partially or fully austenitic microstructure respectively. Ac3 is the temperature at which transformation of the ferrite phase to the austenite phase is completed during heating.The Q&P process consists of three stages: (1) initial quenching stage, (2) partitioning stage, (3) final quenching stage. In the first initial quenching step, a material is quenched between martensite start temperature Ms and martensite finish temperature Mf, and in this stage, microstructure partially transforms to primary martensite. The fraction of martensite formed is controlled by the amount of quenching temperature (TQ) undercooling below Ms. During the subsequent partitioning stage untransformed austenite is assumed to be enriched with carbon diffused from supersaturated primary martensite. The final amount of austenite may be modified in the 3rd step of final quenching or cooling to room temperature, depending on austenite stability. In the ideal Q&P process, a final microstructure of material contains retained carbon enriched austenite and martensite. Martensite is a strengthening phase, while a retained austenite significantly contributes to the formability and energy absorption during the deformation [3], [5].
2.3 Type of Quenching & Partitioning Process
The type of Q&P process depends on at which temperature partitioning stage is carried out. Based on partitioning temperature, there are two types of Q&P process (1) One or Single Step Q&P process, (2) Two step Q&P process.
2.3.1 One or Single Step Q&P Process
In this type of Q&P process, the partitioned treatment carries out at quenching temperature. i.e., quenching temperature (TQ) and partitioning temperature (TP) is equal. In Fig. 2.2 partitioned carried out at temperature TQand then finally quenched to room temperature.
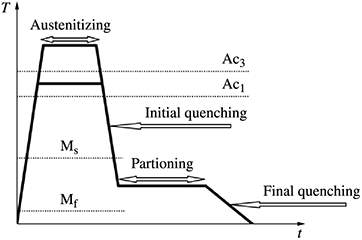
Fig. 2.2 Schematic of one or single step Q&P process [5].
2.3.2 Two Step Q&P Process
In this type of Q&P process, the partitioned treatment is carried out above quenching temperature, i.e. TP> TQ. Fig. 2.3 shows the schematic of the two step Q&P process. In this process, after initial quenching the specimen is reheated up to partitioning temperature (TP) and then cooled down to room temperature. The selection of TP above or below MS temperature depends on which kind of phase is required in a final microstructure.
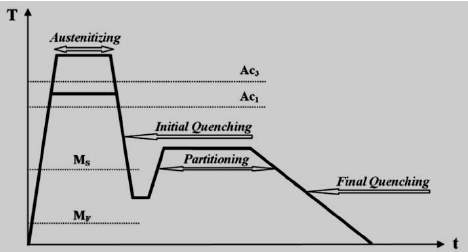
Fig. 2.3 Schematic of two step Q&P process [5].
2.4 Quenching and Partitioning of Different Steel
The effect of the Q&P process was successfully examined by Singon Kang et al. [7] on a medium carbon and low alloy martensitic D6AC steel. The sample was fully austenitized first and quenched to a temperature below martensite starting temperature, ranging from 240°C to 275°C, and partitioned at quench temperature for 300s. Finally, the sample was quenched to roomed temperature. The tensile test of a sample was carried out at room temperature and mechanical properties were associated to those gained from diverse thermal treatments processed D6AC sample. The ultimate tensile strength and total elongation value for a sample were about 1,500 MPa, and 10% respectively which was higher than conventional quenching and tempering heat treatment. Regardless of partitioning temperature, all the Q&P process treated samples have retained austenite fraction up to about 6% [7].
An austenitizing condition, quenching temperature, partitioning temperature and time are very important factors for any heat treatment process. Professor H.R Ghazivinloo at Semnan University, Iran, carried out research on the effect of partitioning time on microstructural evolution in C-Mn-Si steel during the two step Q&P process [8]. The samples were quenched at 238°C and held for 10s, then the partitioned was carried out at 400°C in a molten salt bath for time 10, 30, 100, 400, 700 and 1000s. A retained austenite plays a key role in the plasticity of any materials. Two kinds of retained austenite with different morphology and size were observed in a specimen. One was island-like in shape and distributed along a grain boundary and another one film-like and distributed between martensite laths. In this study, carbide precipitation occurs when specimens are partitioned for the 30s and for partitioned time 400, 700 and 1000s bainite phase formation was observed. Carbide formation reduced the carbon content in retained austenite, whereas bainite formation reduced volume fraction of a retained austenite. The maximum average carbon content of retained austenite was 1.7068% which was obtained at a partitioning time of 1000s and for the 100s greatest volume fraction of retained austenite in microstructure was 13.58% obtained [8].
Generally, a ferrite plus pearlite microstructure is used at the beginning of the Q&P process, but a new type Q&P process, using martensitic microstructure, was proposed by Dr. Ran Ding. The study showed that final mechanical property of steels depends not only on heat treatment condition, but also on original microstructure prior to heat treatment [9]. The 0.2C-2.2Mn-1.8Si-Fe steel is used in this research. Parts of steel intercritically annealed at 780°C for 3 and 20 minutes. The specimen is quenched to 240°C and held for 10s, followed by partitioning at 400°C for 200s. Fig. 2.4 shows the SEM images of the final microstructure.
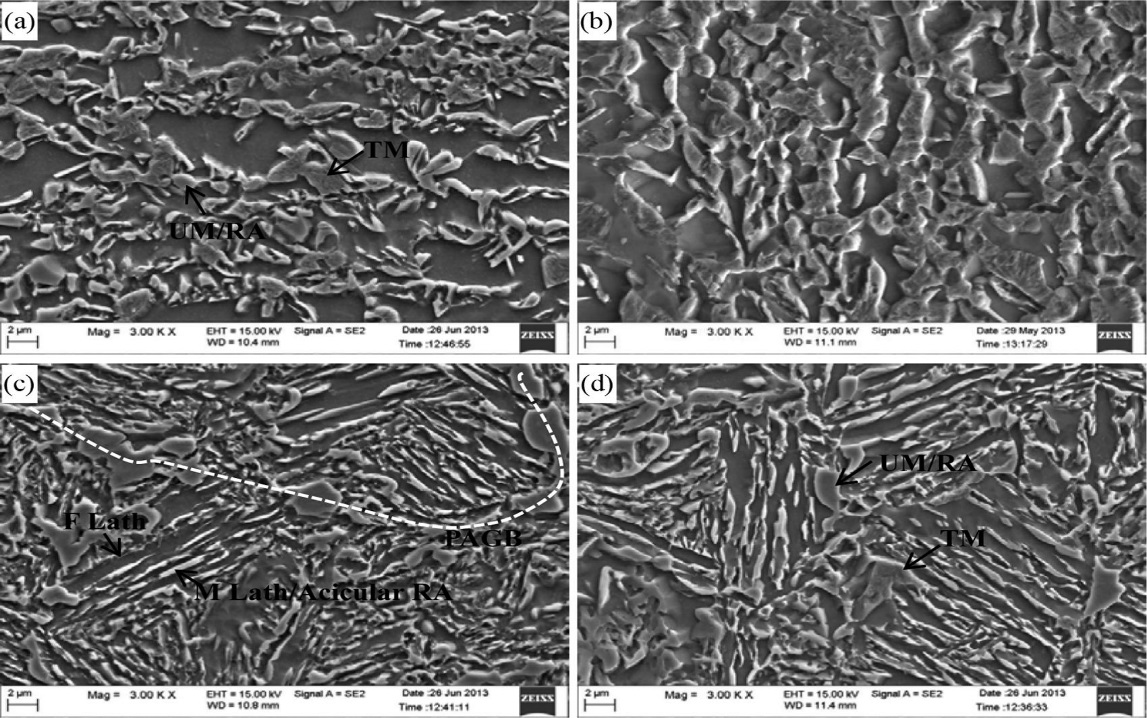
Fig. 2.4 SEM for final microstructure of 0.2C-2.2Mn-1.8Si-Fe after Q&P process [9].
From Fig. 2.4 we can conclude that steel after the Q&P process consists of polygonal ferrite, martensite/retained austenite (RA) blocks. In Fig. 2.4, the amount of martensite was remarkably higher, and the average size of ferrites was smaller. The tempered and untampered martensite are distinguishable in Fig. 2.4. Increasing the annealing time led to a decrease in retained austenite in the steel. The mechanical property of steel in final microstructure is related to a volume fraction of total retained austenite and plasticization of ferrite laths.
A relatively similar study was carried out using 0.19C-1.61Mn-0.35Si-1.10Al-0.09P steel, but this project also studied the effect of the chemical composition of steel in the Q&P process. If the material is austenitized at 1373 K for 300s and cooled at 100 K/s, the resulting microstructure contains phase formed prior to Q&P processes such as, widmanstatten ferrite and lower bainite as shown in Fig. 2.5. These phases change the morphology and volume fraction of available austenite, affecting the resultant mechanical property of a material.
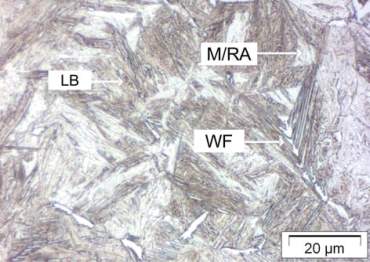
Fig. 2.5 Microstructure of 0.19C-1.61Mn-0.35Si-1.10Al-0.09P steel after austenitization at 1373K for 300s [10].
These observations indicate that steel contains austenite-stabilizing elements to inhibit the formation of these phases during cooling. The initial microstructure of steel strongly influences during a Q&P process, in the situation of partial austenitization. The existence of a high portion of initial martensite, gives the film-like Q&P microstructures, whereas the predominant presence of ferrite in initial microstructure leads to polygonal Q&P morphologies [10].
There have been numerous studies to investigate different alloys’ effects on the Q&P process. The behavior of high aluminum on Q&P process has been studied in recent years. It was illustrated that 2-3 wt.% aluminum substance in steel prevents the formation of carbide in microstructure when held at 450°C after interrupted quenching, even at a partitioning time of 1000s [11]. Instead of carbide, the carbon from supersaturated primary martensite diffused in austenite, giving it metastability at room temperature. The resulting microstructure presents better mechanical property with ultimate tensile strength in the 900-1000 MPa range and increasing formability when compared to conventional dual phase steel.
S.G Liu et al. [12] proposed a new quenching-partitioning-tempering (Q-P-T) process for an ultrahigh carbon steel (UHCS). The resultant microstructure is investigated by optical microscopy and scanning electron microscopy. In this novel process, a material is first partially austenitized and quenched into the water at ambient temperature; after that, a partitioning-tempering process was carried out at ambient temperature in a molten salt bath for various time. The ultrahigh carbon steel was changed with multi-component modifier-rare earth and low melting point alloys for instance Al-Bi-Sb before casting into molds in this process. The result shows that lath martensite matrix within which uniformly distributed fine carbides plus island-like or film-like retained austenite formed in microstructure [12]. This kind of microstructure shows impact toughness of 32 J/cm2, in comparison the value i.e. is no more than of 20J/cm2 in conventional quenching and tempering process (Q&T) for same hardness level. The Q-P-T processed steel shows better abrasive wear resistance under high load industrial condition.
The quenching and double partition (Q-P-P) method is introduced by Z.R. Hou and X.M. Zhao [13]. In this process, conventional quenching and partitioning processes were accompanied by a second partitioning process, which led to the increased stability of retained austenite in the final microstructure. The 0.24C-1.9Mn-1.85Si steel without adding any alloying was used to investigate this method. The main aim of this process is to increase retained austenite by controlling martensitic transformation. When carbon is not stabilized enough after the first partitioning process, fresh martensite forms during the cooling process. By controlling the martensitic transformation, the second partitioning process can reduce the fractional volume of fresh martensite, so in the final microstructure an increase the amount of film-like retained austenite. By using this method, uniform and total elongation are increased without a reduction of ultimate tensile strength [13].
Using niobium (Nb) micro-alloy in low carbon Si-Mn steel advance heat treatment, pre-quenching prior to traditional quenching and partition process (Q & Q-P) was developed to gain martensite and retain austenite [14]. In this method, the pre-quenching process from 910°C to room temperature was carried out. Then the sample again is austenitized at 850°C for 3 min followed by quenching to 220°C and partitioned process. Finally, the sample is quenched to room temperature. The purpose of pre-quenching is to get microstructure with fine martensite lath, which is refined during the subsequent austenitizing process. Fig. 2.6 shows scanning electron microscopy of (a) conventional Q&P heat treatment and (b) novel pre-quenching heat treatment process respectively.

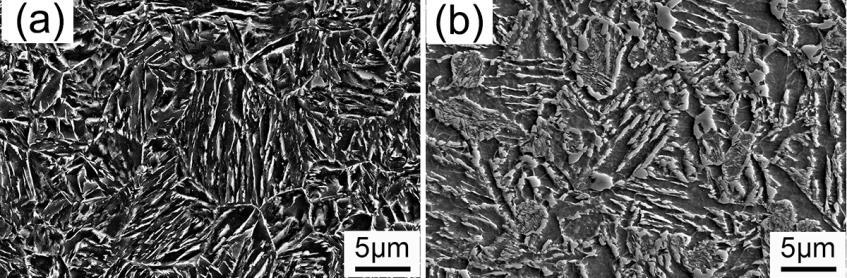
Fig. 2.6 SEM micrographs of a Nb micro alloyed low carbon steel [14].
From Fig. 2.6 we can conclude that microstructure of the Q&P sample is almost composed of full martensite, while the pre-quenched sample consists of ferrite and martensite. The formation of refined austenite at inter critical annealing shows a positive effect on the stability of retained austenite. The C and Mn experienced the partitioning during inter critical annealing which extended the chemical stability of austenite. Compared to conventional heat treatment processes, this new process is beneficial to significantly improve the total elongation.
Joonas Kahkonen [15] widely investigated alloying effects of carbon, manganese, molybdenum, aluminum, copper, and nickel on tensile properties and microstructural evolution of Q&P heat treatment process. 0.4C-1.5Mn-1.5Si alloy was used to study carbon effects, a 0.3C-5Mn-1.6Si for manganese, 0.2C-1.5Mn-1.3Si-1.5Cu for copper and 0.2C-1.5Mn-1.3Si-1.5Cu-1.5Ni for nickel effects. Increasing carbon content in steel shows an increase ultimate tensile strength of up to 1,865 MPa without affecting total elongation. Yield strength levels decrease, and ultimate tensile strength, uniform and total elongation increase with enriching manganese alloy in steel. One more result concluded that, increased manganese significantly increases retained austenite fractions and lower austenite carbon content levels. Molybdenum alloy was not observed to significantly affect the resulting tensile properties. Ultimate tensile strength levels increase up to 1,500 MPa and maximum total elongations of 15% were measured for both the copper and nickel alloy [15].
A recent study by S.S. Nayak et al. concluded that in medium carbon steel higher partitioning of carbon from martensite into retained austenite and stabilization happened at a low quenching temperature. Another vital aspect emerged from a study is that the transition (ε) carbide reduced the hardness of the material. The formation of transition carbide prevents in medium-carbon steel using silicon content [16]. The temperature at which transition carbide forms depends on silicon content in steel. The higher silicon content steels produce the formation of ε-carbide at a lower temperature. It occurs due to shifting of temperature-time-transformation plots at a lower temperature. The high chromium content steel shows dominant effects during spheroidization treatment and produces cementite that consumes a high content of carbon. As a result, martensite is less enriched with carbon and the partitioning effect occurs up to a limited extent. Moreover, the hardness in high carbon steel decreases with an increase in partitioning temperature because of an increased stabilization of retained austenite and a decrease in supersaturation of martensite with carbon.
Some evidence highlights that the addition of silicon is not necessarily required for a Q&P process of 12Cr steel because of the deterring of carbide precipitation at partitioning temperature owing to the chromium [17]. In this study 12Cr-0.12C (410 type) steel was subjected to quenching at 513 K and partitioning at 723 K for 0.3, 0.6 and 7.2ks. The result shows the amount of retained austenite gradually increased with partitioning time, and maximum retained austenite was obtained at 723 K for 0.6ks. Then, the retained austenite decreases with increasing partition time. Fig. 2.7 shows the Vickers hardness testing result for 12Cr-0.12 steel at different partitioning temperature and time.
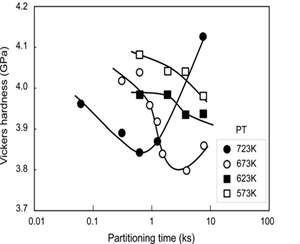
Fig. 2.7 Hardness of 12Cr-0.12C at different partitioning temperature and time [17].
As illustrated in Fig. 2.7, hardness decreases with an increase in partitioning temperature and time. The hardness decreased, and lattice parameter increased in microstructure after Q&P process, because retained austenite fraction is increased. Lattice parameter is linearly related to the carbon concentration in austenite solid solution [17]. In this study, approximately 15vol% of retained austenite was obtained.
Several studies have been carried out to establish a relationship between the resultant microstructure of Q&P process and partition, quenching temperature. One of the studies suggested that the ratio of martensitic ferrite to retained austenite volume fraction depends on quenching temperature [18]. A change in carbon contents in steel that influence the nature of martensite produced lath or twin in the microstructure. A possible variation of the dislocation substructure can be controlled by partitioning time. Hence, stabilization and properties of untransformed/retained austenite are controlled by partitioning treatment. Partitioning treatment also involves bainite transformation. Experimental results show that after an initial short period of carbon partitioning, an overall reduction in retained austenite with the increase in partitioning time is observed. It can be explained by carbide precipitation in final microstructure.
The Pipeng Zhao et al. [19] suggest ductile cast irons can be produced by the melting process and then carried out the quenching and partitioning heat treatment, because it has similar chemical composition and microstructure to the steel. In ductile cast iron, if elongation is increased, then it provides an alternative to the austempered ductile irons. The processed sample shows matrix consisting of about 26% ferrite and 74% pearlite, which has a low tensile strength and high elongation. The sample with one step or single step Q&P processes had a high tensile strength and low elongation because of its lath martensite with dislocation tangles and interior stress.
The resultant microstructure composed of martensite, retained austenite, and carbide plus graphite nodules. In ductile cast iron tensile strength and the elongation first increased because of carbon diffusion and then, decreased with the partitioning time which can be explained by the change of the fracture mode from brittle to ductile-brittle [19]. In intercellular areas, fresh martensite (secondary martensite) is predominant, while in other areas, the presence of ausferrite formed during the partitioning treatment will predominate. In other words, the lower carbon content martensite is placed around graphite nodules in the final microstructure, which shows a lower hardness. On the other hand, high carbon content martensite is placed in the intercellular area, which makes this phase potentially brittle due to its high hardness.
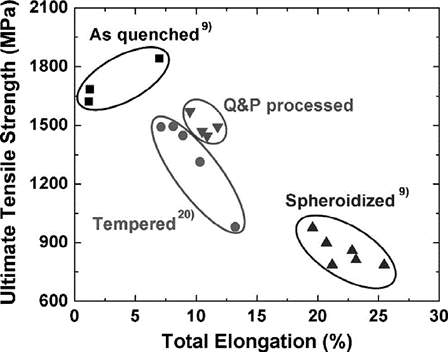
Fig. 2.8 Comparison of mechanical property for different heat treated D6AC steel [20].
Y. W. Lee et al. [20] extensively studied the mechanical property of D6AC steel for different processes. They mainly compared the ultimate tensile strength and elongation for quenched, tempered, spherodized, and Q&P processes. Fig. 2.8 shows the comparison of mechanical properties with several processes. As shown in Fig. 2.8, quenched treated D6AC steel has the highest ultimate tensile strength, up to 2000MPa, and restricted ductility underneath 7%. The spherodized treated specimen have the greatest ductility of 20% among all processes, but tensile strength limited up to 1000MPa. The tempered and Q&P processes show a similar level of the mechanical property. However, tensile strength value is higher in Q&P treated specimen as compared to the tempered specimen. Y. W. Lee et al. conclude that for improving the mechanical property of D6AC, the Q&P process is more effective as compared to general quenching and tempering process [20].
To improve the ductility of hot stamping products, the authors Xianhong Han et al. [21] integrated the Q&P heat treatment process with the traditional hot stamping process. The uncoated and cold-rolled steel B1500HS is chosen in this experiment, which was then fully austenitized at 920°C for 5 minutes. After that, (a) one step Q&P process at quenching temperatures of 250, 300, 350°C was carried out for different partitioning times; (b) two step Q&P process performed at quenching temperatures of 250, 300, 350°C and partition temperature was set at 450°C for different partitioning times.
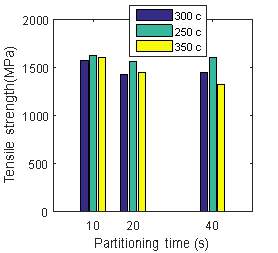
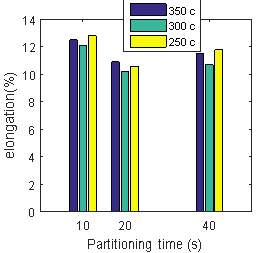
Fig. 2.9 Effect of one step Q&P on tensile strength and elongation [21].
Partitioning time and quenching temperature have a great influence on the mechanical property of one step Q&P process. As shown in Fig. 2.9, both tensile strength and elongation reach a maximum value when quenching temperature is 250°C. The microstructure observation indicates that new combinations of conventional hot stamping and Q&P processes induce the dual microstructure of martensite and retained austenite for the final part, which improves elongation and maintains high strength. This research also studies the effect of cooling rate on mechanical property. Tensile strength is linearly proportional to cooling rate, while elongation is inversely proportional to cooling rate [21]. A typical result is shown in Fig. 2.10, where the optimum quenching temperature for B1500HS steel is 250°C in both the one step and two step Q&P process. It can be found that elongation and tensile strength for the two-step quenching & partitioning processes are less than those of the one-step process.
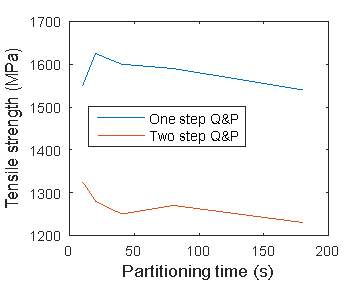
Fig. 2.10 Comparison of tensile strength in one and two steps [21].
The time and temperature evolutions of phase fractions and carbon content were determined and discussed for different process parameters by Guillaume Geandier et al. [22]. The Fe-0.295C-2.52Mn-1.43Si-0.81Cr steel was used for research. The sample was first heated at 900°C for 200s to reach a fully austenitic state, then cooled rapidly to avoid pro-eutectoid ferritic and bainitic transformation before primary martensitic transformation. The quenching temperature chosen is 230°C and two different partitioning treatments were carried out at 400°C and 450°C for 250s, and final cooling was achieved with a mean cooling rate of 20°C/s. For all experiments, two phases were identified in microstructure: a face-centered cubic (fcc) phase, corresponding to austenite; and body-centered tetragonal (bct) phase for martensite or body-centered cubic (bcc) phase corresponding to bainitic ferrite.
The result shows a fraction of martensite before reheating was 65%. During this stage bcc phase was identified as martensite [22]. During the partitioning step, above 370°C a significant increase in bcc phase was observed. After primary martensite transformation during cooling down to the quenching temperature, no phase change was observed up to partitioning temperature. During holding at the partitioning temperature, an increase in the austenite lattice parameter is observed because of carbon diffusion from martensite to retain austenite and formation of ferritic bainite. The bcc phase is identified as bainite during starting of final cooling step, and at the end of final cooling, a secondary martensite transformation occurred.
To study the effect of the Q&P process on creep strength, Manabu Tamura et al. [23] conducted research using 9Cr-1Mo steel. In this research, they quenched the specimen between the martensite start temperature and room temperature then directly heated it to the tempering temperature (below the recrystallization temperature). Using this method, time required to rupture the specimen at 650°C and 700°C is increased by 2 to 3 times as compared to the conventional heat treatment process [23]. Fig. 2.11 illustrates the stress vs time required to rupture grade 91 steel at 650°C and 700°C. In this experiment, the specimen is martensite at three different temperatures -196°C, room temperature, and 200°C. The result shows that 200°C martensite treated specimens required more time to rupture. This method provides the larger size of martensite block in final microstructure as compared to a conventional normalized and tempered process. The strengthening of material is not achieved by fresh martensite during the partitioning process but obtained by the refining of M23C6 and V (C, N) particles and increasing of martensite block size during the Q&P process.
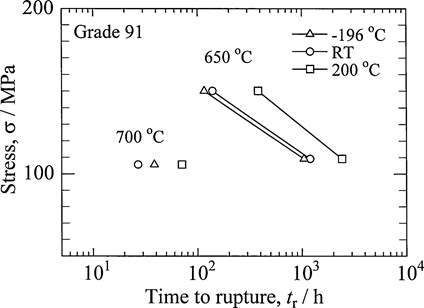
Fig. 2.11 Stress vs. time to rupture diagram for grade 91 [23].
The novel type of heat treatment process Quenching-Partitioning-Austempering (Q-P-A) is carried out by Hongyan and Xuejun [24]. The main reason to develop new heat treatment design is a reduced weight of steel, improvement of safety standards, and saving raw material in the automotive industry. The Q-P-A process produces martensite, retained austenite, and nano-structured bainite. The Q-P-A study was carried out on 50SiMnNiNb steel. The quenching process gives carbon supersaturated martensite, while the partitioning process produces carbon enriched retained austenite. Afterward, low-temperature austempering process induces bainite from the carbon enriched austenite in the microstructure. The experiment results indicate that a significant combination of ultimate tensile strength (1,482MPa) and elongation (18.9%) can be achieved by the Q-P-A process. The 20 to 40nm thin bainite plates are observed in the medium carbon steel [24]. The nano bainite structure increased yield strength at the cost of a reduction in ultimate tensile strength. The main disadvantage of this method is high processing times because the austempering step required 24 to 48 hours.
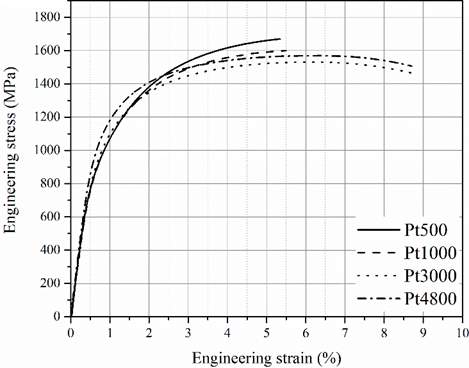
Fig. 2.12 Engineering stress vs. strain curve [25].
Rahim Jafari et al. [25] investigated the Q&P process in low-alloyed steel with 4 wt.% of carbon for obtaining high strength in the ultra-fine microstructure. The two step Q&P process is carried out at a quenching temperature of 120°C and partitioning temperature of 300°C. This process is executed at a partitioning time of 500s, 1000s, 3000s, and 4800s. Fig. 2.12 demonstrates the stress vs. strain curve for different partitioning time. From Fig. 2.12, we can conclude that all Q&P treated specimens shows yield strength and tensile strength above 900MPa and 1500MPa respectively. The yield strength and ductility are increased with partitioning time. The increment in yield strength was contributed towards precipitation of carbides in the final microstructure. The increasing ductility with partitioning time was related to the formation of a ferritic microstructure such as bainite and tempered martensite. The tensile strength is decreased with increasing of partitioning time because of the loss of strain hardening effect [25].
2.5 Austenite Stability
In stainless steel several kinds of research have been carried out to study the effect of different parameters on the stability of retained austenite.
2.5.1 Carbon Content
The tendency of transformation from retained austenite to martensite under loading condition can be reduced by increasing the carbon content. Jimenez-Melero et al. [26] conclude that carbon content produces the governing effect on the stability of large grain size austenite. The deformation induced martensite temperature and stacking fault energy are increased by a higher percentage of carbon content in austenite. The increasing deformation martensite temperature and stacking fault energy reduce the nucleation rate, and therefore, decrease the transformation rate of austenite to martensite [26].
2.5.2 Grain Size
The austenite stability can be increased by a fine grain size, because of the absence of stacking faults and other defaults. In multiphase TRIP steel, Jeong et al. [27] observed that martensite transformation is reduced by the smaller grain size of austenite.
2.5.3 Morphology
The austenite in microstructure after the Q&P exists in two forms, either along grains boundary of ferrite or film-liked austenite in ferrite plate. The film-like austenite is more stable compared to other morphology [28], [29], [30]. The examination in the Q&P process related to the morphology of austenite revealed that despite the carbon content, low carbon content film liked austenite is more stable as compared to high carbon blocky grains. This result shows that for the stability of retained austenite morphology is a more deciding parameter than carbon content. Xiong et al. [31] performed a tensile test on the Q&P microstructure and observed with XRD equipment. They suggest that with increasing of strain will reduce the retained austenite fraction in the microstructure.
2.5.4 Phase Surrounding Austenite
The phase surrounded the austenite to produce an effect on the stability of retained austenite. The harder phases around the retained austenite provide protection from applied load and increase the mechanical stability of austenite.
2.5.5 Crystallography Orientation
The tensile test experiment is carried out by Kruijver et al. [32] to study the austenite stability regarding orientation and the tensile axis. The study disclosed that grains angles of 0° and 90° between the tensile direction and normal direction of a plane were less stables during testing. The austenite grains plane oriented in the tensile direction feel more shear stress and are first transformed in martensite. The austenite grain boundary experience rotation before the martensite transformation. The rotation angle depends on crystallography orientation with respect to stress and straining direction. In addition, the grain rotation plays a vital role in ductility of Q&P process treated specimen.
2.5.6 Austenite Stability Through Intercritical Annealing
The addition of austenite stabilizers like manganese, nickel etc. have provided a dominant effect on maintaining a high volume percentage of austenite in the final microstructure. In this method of heat treatment, the specimen is held at an intercritical temperature (between Ac1 and Ac3 temperature) at which austenite stabilizer elements migrate from ferrite into austenite. Using 5 to 8 wt. pct. of manganese in the chemical composition of steel and depending on heat treatment processes, a significant amount of retained austenite can be achieved in the final microstructure. Many researchers studied the relationship between manganese content in TWIP steel and TRIP steel and volume fraction of retained austenite. Table 2.1 shows the volume fraction of retained austenite using intercritical annealing methods for various manganese percentage in steels. Table 2.1 displays the research of Dr. Miller [33], Dr. Merwin [34], Huang [35], and Dr, Kim [36].
Table 2.1 Volume percentage of retained austenite for various percentages of manganese in steel [33], [34], [35], [36].
| (wt. pt.) | Miller | Merwin | Merwin | Merwin | Huang | Kim |
| C | 0.1 | 0.1 | 0.1 | 0.1 | 0.12 | 0.1 |
| Mn | 6.0 | 5.2 | 5.8 | 7.1 | 5.1 | 8 |
| R.A. | 40 | 17 | 28 | 38 | 30 | 48 |
2.6 Background of a Grade 91 Stainless Steel
In the 70’s, a series of investigation was done, and advancements were made in the USA, particularly at the “Oak Ridge National Laboratory” where attempts were made to characterize 9Cr 1Mo grade steel and improve its strength and toughness for its application in Next Generation Nuclear Plant (NGNP) [37]. This result introduced new grade steel, named grade 91 steel. The mechanical property of grade 91 steel was improved by the addition of vanadium, niobium, and nitrogen alloys [38]. The addition of these elements shows a greater creep strength than before. In 1983, the American Society of Mechanical Engineers (ASME) approved the grade 91 steel, and in 1990 it was commonly used in a fossil fuel power plants which led to an increased plant life and reduction in emission of NOX, CO2,and SO2. The 1% increase in net efficiency reduced 2.4 metric tons of CO2 and 500 tons SO2 [39]. Table 2.2 shows the chemical composition of grade 91 steel [40]. In Table 2.2, elements with an A signed are not required to be controlled under ASME specifications.
Table 2.2 Chemical composition of grade 91 steel [40].
2.7 Summary of Literature Review
This chapter summarized some past research works literature relevant to this present work and gradually conveyed the necessary information needed to address the gap in knowledge in which this thesis is based. It mainly shows the effect of the Q&P process on various steel and background of grade 91 stainless steel. However, there is a need to develop the relationship between a mechanical property of steel and partitioning temperature and also with partitioning time. This information is useful to an achieved 3rd generation of AHSS.
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Mechanics"
Mechanics is the area that focuses on motion, and how different forces can produce motion. When an object has forced applied to it, the original position of the object will change.
Related Articles

DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: