Influence of Reinforcements in Aluminium Metal Matrix Composite - A Review
Info: 7741 words (31 pages) Dissertation
Published: 9th Dec 2019
Tagged: Engineering
Abstract
Aluminium metal matrix composites is a tribute to satisfy the sophisticated engineering applications which were initially first generation metal matrix composite and now it reached a destination that made it to call as hybrid aluminium metal matrix composite – a newer generation MMC. They were used in multifarious fields as a result of their good tribological, physical and mechanical properties. On behalf of the peculiar demands such as enhanced hardness, fatigue, stiffness, corrosion, strength, creep and wear properties in materials, AMMCs are selected excluding the traditional engineering materials. AMMCs’ properties are governed by the type of reinforcement particulates, matrix material and the method for processing them. This paper delineates the pandect of behavior of different particulates reinforced aluminium alloy Al 6061. The metallographic portent such as agglomeration, bonding strength and particulates distribution in matrix of these AMMCs is discussed succinctly in addition with the fabrication techniques for these materials. Along with this the mechanical properties, wear properties and machinability characteristics of this AMMCs are also anatomized exclusively for greater understanding of these novel composite materials.
Keywords: AMMCs, Metallographic portent, Machinability characteristics, Mechanical and Wear properties.
1. Introduction
To create a superior and unique material two or more different materials with distinctive properties and disparate boundaries are combined together referred as a “composite”. The two disunited components, the matrix and the filler are in composite material. The matrix is the element that holds the filler together to form the bulk material. The material that has been impregnated in the matrix to contribute its advantage (usually toughness and strength) to the composite is known as filler. Carbon fiber, sand, glass bead, or ceramic are some types of fillers. (Akovali 2011).Materials with a variation of microstructure and composition along their thickness are known as Gradient composites. During the fabrication, a spatial variation in the composition is introduced to achieve the desired gradient in the properties of material. A number of distinct advantages can be provided by gradient composites when compared to conventional homogeneous composite materials. Those benefits provided by gradient are reduced stress concentrations, a smoother stress distribution, greatly improved fracture toughness and bond strength and elimination of stress singularities (Nana Zhao et al., 2015). Material with single or more discontinuous reinforcing phases and a continuous metallic matrix is known as Metal matrix composites. Fibers, whiskers or particles may be the forms of the reinforcing phase. Over other factions of composites the metal matrix composites have multifarious benefits, Such as high modulus, high strength, Low sensitivity to changes in temperature or thermal shock, high impact and toughness properties, low sensitivity to surface flaws and high surface durability, high electrical conductivity. The distribution of reinforcement particulates in the matrix and the morphology of secondary matrix deeply influence the mechanical properties of metal matrix composites. (Bhaskar Chandra Kandpal et al., 2015).Metal matrix compositions (MMC) have become noteworthy materials and multifarious metals or alloys of nickel, copper, zinc, stainless steel, magnesium or aluminum are most probably chosen as matrix materials in MMCs. In the class of above matrix materials, the most extensively used materials, both in research and industrial viewpoints are aluminum alloys. Based on the composites’ final desired properties, various reinforcements are used in AMMCs. B4C, Al2O3, SiC are the very common particles that have been used so far as reinforcement in AMMCs (Afsaneh Dorri Moghadam et al., 2015).Aluminum MMCs reinforced particles owing to their excellent mechanical properties has inherit appreciable attention. Metal matrix composite (MMC) are time-honored composite materials which are used in automotive, aerospace, electronics and medical industries. They have spiffing mechanical properties like low weight, high strength, low ductility, high thermal conductivity, low thermal expansion and high wear resistance. The interface, reinforcement element and matrix manipulate the above carving properties. (Puneet Bansal et al., 2016). AMMC reinforced with ceramics is familiar for par excellence tribological properties and corrosion resistance behavior and exclusively higher strength to weight ratio owing which the monolithic alloys are replaced by them (Senthil Kumar et al., 2015). The grain size of particles in the composition, the composition type, the type of fabrication process used and the final microstructure of composite after fabrication decide the strength of the composites. Due to the reinforcement of ceramic particulates the metal matrix composite shows the improvement in their properties especially the tribological properties which were shown in recent studies. Machining- which is the utmost important in MMC… is different from machining an ordinary material due to the reinforcement particulates. The machining of MMC obviously depends on the reinforcement particulates; either it may be a particle, whiskers or fibers. Not only this, but also the type of reinforcement material, its distribution in matrix material and finally the volume fraction or weight percentage of the reinforcement materials. Thus it is hard to machine a ceramic reinforced metal matrix composite than a normal material. (Selva Kumar et al., 2016). When ceramic particles reinforced MMC is machined, it is difficult since the harness of the MMC increases with the increased volume fraction of ceramic particles in the matrix. The fact reviles the tool faces different materials when they pass through a composite and this factor really influences the tool to face higher tool wear. This leads to the production process to become more uneconomical or sometimes even impossible. So in order to overcome these problems, peculiar demands on the tools’ geometry and wear resistance property arises (Ipek, 2005). Hybrid reinforcements lead to the improved metal matrix composites with enhanced material properties. In which ceramic- considered as primary reinforcement leads to drastic improvement in the strength of the matrix material and the secondary reinforcement will be a material that is readily available and which automatically reduces the cost and weight of the hybrid composite.
The aim of this paper is to scrutinize the attainability of low price highly performing ceramic reinforced aluminium matrix composite suitable for aerospace and automobile applications. After which the mechanical (tensile, harness, impact, toughness, etc.) and wear properties, metallographic structure, and machinability by various conventional and non-convention machining processes are investigated and reported.
2. Multifarious reinforcements in AMMCs
Amid of profuse MMCs, aluminium metal matrix composites provides two ultimate beneficial factors such as high specific strength and lower density. As there is a need for properties such as wear resistance, hardness, stiffness and toughness, these aluminium matrixes are to be infused with harder particles to attain the above properties to the maximum extent. The Harder particles that can be reinforced in aluminium matrix to obtain these properties are various oxides, carbides, nitrides and borides in the form such as SiC, Al2O3, B4C, TiC, TiB2, TiO2, AIN, BN, and Si3N4. Amid of varied factions of reinforcement, over the whisker and fiber reinforcements, particulate reinforcement offers isotropic properties. These particulate type reinforcements are cost effective which can be produced by traditional methods easily. The volume fraction, size, shape and spatial distribution of the reinforcement are the factors that influence the mechanical properties and it also depends on the externally applied load transferred to the particulates of reinforcement. Particle reinforced aluminium metal matrix composite exhibits higher mechanical properties than the unreinforced one. But the fiber or whisker reinforced composite exhibits more higher mechanical properties than the particle reinforced AMMCs. The percentage of ceramic reinforcement is 30% and 70% for structural applications and electronic packaging applications respectively.
3. Production methods of AMMCs
One of the essential factors in producing AMMCs is the method of fabrication that decides the end product properties. To fabricate AMMCs the most widely used methods are liquid state method (liquid infiltration, stir casting, compo-casting) and solid state method (Powder Metallurgy).
3.1Stir Casting
The easiest and cost effective method to fabricate AMCs is simply mixing the solid reinforcement particulates in the liquid matrix metal and then finally allows the mixture to solidify in a preferable mold pattern. While the reinforcement particulate is progressively added to the liquid metal, the mixture is to be continuously stirred. Before adding the reinforcement material, the matrix material is melted above its melting point temperature. But, the key thing is to make good wetting between the liquid aluminium alloy melt and the particulate reinforcement. To exhibit and maintain a best distribution of the reinforcement material in the matrix alloy, one of the approach known better, is the vortex method. Here, after the melting of matrix material, the melted liquid metal is agitated vigorously in order to form a vortex at the surface of the melt, after which the reinforcement particulates is introduced at the vortex side. Before casting the slurry, agitation is continued for few more minutes. The turbine or impeller stirrer is used most popularly. Stirring helps in order to maintain the particulates in a state of suspension and to transfer particulates into the melted liquid metal during stir casting (Tripathy 2007). various factors that has to be taken into consideration while fabricating MMCs by the stir casting method, includes wettability between the two matrix and reinforcement, the trouble of achieving a homogeneous distribution of the reinforcement material in matrix, chemical reactions between the matrix alloy and the reinforcement material and porosity in the cast AMCs. In order to acquire the AMCs with the optimum properties, the reinforcement material in the matrix alloy must be distributed uniformly, and the bonding or wettability between the reinforcement materials in the matrix must be optimized. The review shows that uniform dispersion of the reinforcement material (ceramic particles) by using low cost traditional equipment for commercial applications is the major problem. The stirring speed effect on the porosity in MMC of discontinues SiC particles reinforced aluminium silicon alloy is investigated at 100, 300 and 500 rpm stirring speed. Observation shows that the composite produced at 300 rpm has lower porosity and the composite with uniformly distributed reinforcement particles in the matrix. Metallographic study reveals some amount of grain refinement and a fairly uniform distribution in the composite specimens produced by the stir casting process (Sukanya M Sharma et al., 2014).
3.2 Compo casting
Stir casting is the most probably used technique to fabricate particulate AMCs. At the time of stirring, the solid dendrites are shattered into spheroidal solid particles that are expelled in the liquid melt as fine particulates. Thixotrophy is the unique feature of many alloys that can be reclaimed by elevating the temperature even after complete solidification. Yet, the most innate problems emerging are mainly the non-wettability and the different density between the two phases (Prabu S et al., 2006). The above criteria result in the heterogeneous distribution of the reinforcement particulates in the matrix alloy, formation of brittle phases and extensive interfacial reactions at the matrix and particle interface and also a higher porosity level. So as to overcome the above drawbacks, new technique called compo-casting technique has been used for fabricating these MMCs (Abbasipour B et al., 2010).
To fabricate discontinuously reinforced MMCs one of the most economical methods used is Compo-casting. This casting process has many merits in which the lower pouring temperature can be used than those usually employed for stir casting, which results in the reduction of interfacial reaction. It results in a defect-free product by offering forming in the semisolid state at low pressure. There are also some drawbacks in this method, in which the complete elimination of the residual pores between fibers cannot be obtained. And also, this technique is not suitable for fabricating AMCs reinforced with continuous fiber.
3.3 Infiltration
Pressure infiltration casting is a liquid state method to fabricate reinforced MMCs. In this type of casting technique molten metal is injected into a form with fibers pre-placed inside it. This technique is utilized when uniform distribution of the reinforcing particles or fibers and high volume fraction are required. The infiltrating system should be aware whether a threshold pressure is applied for a successful infiltration. By applying theoretical approaches for various systems, the threshold pressure can be calculated. The only difference between infiltration casting and squeeze casting is gas instead of mechanical pressure is used to promote consolidation.
(Asthana et al., 1997) studied capillary forces and viscous are the two forces for attaining a good dispersion of the reinforcement and a good bonding. To keep the properties of the composite intact, chemical alterations like coating the ‘perform’ with Ni/Co stops the chemical reaction between the molten metal and ‘perform. Enhancing the wettability is done by applying External pressure to the metal in order to force the contact. According to (Cecilia Borgonova) chemical alterations were avoided and instead mechanical forces were preferred, since it leads to phases of instability and the range of matrix alloy usage is limited.
3.4 Powder Metallurgy
The powder metallurgy technique is the most commonly used solid state process. This technique involves matrix materials mixed with discontinuous fiber or particulates reinforcements. The utility of both materials is owing to easy mixing and consolidation where the metal matrix powders and ceramic reinforcements are mixed thoroughly, compacted, and sintered (Panwar.N et al., 2014).
The primary stage in powder metallurgy techniques is mixing or blending process where the matrix is introduced with reinforcement by the usage of various blending and mixing methods which includes planetary mill, ball mill and roll mill method. Usually, the reinforcement materials will be in the form of particulates or whiskers. The distribution of the reinforcement in the matrix is determined by the blending process which is most important in powder metallurgy technique. Normally, based on the selection of reinforcement and matrix powder, a dry or wet blending operation is chosen. Many of the important properties of metal matrix composites are intended to be achieved by blending steps ultimately though it is a simple concept (Xingcun Colin Tong 2011).
The next stage of powder metallurgy method in MMCs fabrication is compaction. To get the desired shape the mixture is compacted using a die. The main processing parameters that affect the density of the final product are sintering of green compacts produced in earlier stage and compaction of loose powders under externally applied pressure. The applied pressure and yield stress of the powder particles are the factors that influence the densification behavior under compaction. The cold compaction, outgassing and hot isostatic method are involved in the compaction process in powder metallurgy. The common blending method used in powder metallurgy is cold compaction. The primary function of the cold compaction step is to provide a green strength compact. Sintering process is the last and most important stage in powder metallurgy. It is the method involving consolidation of powder grains by heating the
green compact part to a high temperature below the melting point, when the material of the separate particles diffuses to the neighboring powder particles (Liu. N et al., 2014). Usually, at 0.75-0.8 Tm of metal matrix, the sintering process is carried out (Tripathy 2007).
4. Mechanical properties of AMMCs
Tensile strength, impact strength, hardness, compression strength, corrosion and fatigue behavior are the mechanical properties by the characterization of AMMCs are done. Using a suit-able die-set assembly on a 1 MN capacity hydraulic press, pure aluminium preforms together with its composites such as Al4Fe3C, Al4TiC, Al4WC and Al4Mo2C were prepared using a suit-able die-set assembly on a 1 MN capacity hydraulic press. And the tensile and impact strength along with the hardness is tested for the above composite specimens. During observation some degree of similar trend is followed by the hardness values and ultimate tensile strength, while totally opposite trend is followed by the impact strength. In furnace-cooled technique, for water-cooled compared to furnace-cooled technique the ultimate tensile strength and hardness values of car-bide reinforced AMMCs were found to be higher. But in case of homogenous sinter-forged cooling the opposite trend is followed. Before final cooling when the re-heat process was employed, hardly any improvement in hardness values, impact strength and ultimate tensile strength were observed (Sumesh Narayan et al., 2017). Exfoliated graphite nanoplatelets (xGnP) reinforced aluminium matrix composites are
fabricated by powder metallurgy method and its mechanical properties were studied. Al-1, 2, 3 and 5 wt. % xGnP nanocomposites were fabricated. Upto the addition of 1 wt. % xGnP, the hardness of nanocomposite was increased beyond which there was a reduction in the hardness of the composites. In this composite Al4C3 particles were formed at the interface of the Al and xGnP which leads to the continuous reduction in tensile strength as a result of addition of xGnP (Syed Nasimul Alam et al., 2016). Tensile strength and hardness of the composite with varied weight percentage of xGnP are shown diagrammatically below with an engineering stress strain diagram:
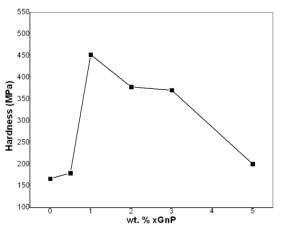
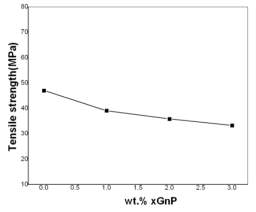
Fig.1 Hardness and tensile strength with the variation of xGnP content in
the Al-xGnP composites.
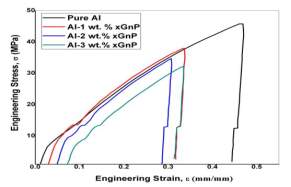
Fig.2 Engineering stress-strain curve of pure Al and various Al-xGnP
composites
Reduced graphene oxide (rGO) and graphene nanosheets reinforced (GNSs) aluminium matrix nanocomposites (AMCs) were fabricated and its hardness was examined by Vickers hardness testing method. With various reinforcement concentrations of rGO and GNS, pure aluminium and aluminium composites were cold compacted into disc-shaped specimens and sintered in inert atmosphere. Over baseline compacted and sintered pure aluminium samples, prepared under identical experimental conditions, of 32% and 43% respectively for the 0.3wt.% rGO-Al and 0.15wt.% GNSs-Al composites, improved levels of increased hardness were noticed. Upcoming figure shows the hardness values of rGO-AMCs, and GNSs-AMCs specimens (Jinghang Liu et al., 2016)
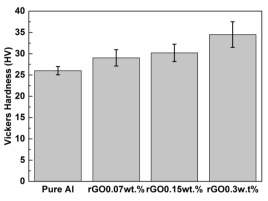
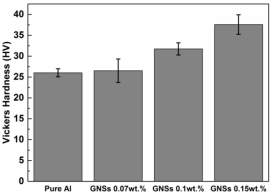
Fig.3 The Vickers hardness of the pure aluminium, rGO-AMCs, and GNSs-AMCs specimens.
A simple electrical resistance heat assisted pressing technique is used to prepare a aluminium 6063-graphite surface composites and microhardeness testing was done to evaluate the surface mechanical properties. For graphitized aluminium, improvement in surface hardness more than five times higher than bare aluminium was recorded. The processing parameters and subsequently the amount of graphite flakes impregnated on to the surface influences the surface hardness (Baidehish Sahoo et al., 2016). An aluminum 6061 (Al6061) composite reinforced with 1.0 wt.% graphene was synthesized by ball milling technique to evaluate the effects of graphene dispersion. At different milling times the graphene and Al6061 powder was ball milled. Hot compaction in the semi-solid regime of the Al6061 was done to synthesize the composite. To characterize the mechanical properties of the composite, a three point bending test was performed. Scanning electron microscopy is used for the analysis of the fracture surfaces and the ball milled powder of the composites. Observation shows a maximum improvement of 47% in flexural strength, when compared with the reference Al6061 processed at the same condition. Below diagram shows the Flexural stress–strain curves of Al6061-1.0 wt.% grapheme (Mina Bastwros et al., 2014).
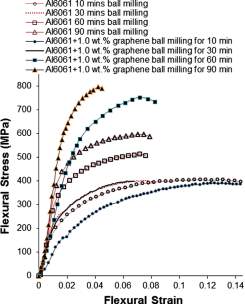
Fig.4 Flexural stress–strain curves of Al6061-1.0 wt.% graphene
5. Wear characteristics of AMMCs
AMMC aluminium alloy 6061 reinforced with different volume fraction of titanium carbide particles is fabricated in the presence of argon by enhanced stir casting technique. Its wear properties are studied with the help of a pin on disc wear and friction monitor. The wear loss increased linearly with the normal load. But, with increased TiC addition the wear rate increased marginally. Thus the wear wear resistance increases (S. Gopalakrishnan et al., 2012)
Plastic deformation
Fig.5 Optical micrograph of the wear test specimens (3% TiC).
Esawi et al., (2013) experimented by varying the CNT content from 0 wt.% up to 5 wt.% and these samples were tested at different sliding speeds and acted upon by different loads. The results showed a significant increase in the hardness and the wear resistance, as well as a decrease in the coefficient of friction and the wear rate. The coefficient of friction was observed to decrease with increase in sliding speed; the wear rate increased while the coefficient of friction decreased on increasing the applied load. The SEM observations by Esawi et al., (2013) showed the presence of a carbon film formed due to crushed or worn out CNTs which acted as a solid lubricant and thus was instrumental in reducing the wear rate and coefficient of friction. The non-embedded CNTs in the matrix reduced the wear of the surface directly in contact with the rubbing surface, thereby improving the wear characteristics.
Using Stir Casting technique AA6061 reinforced with constant wt% of Silicon Carbide (SiCp) (10% of AA) and varying wt % of graphene (0%, 0.3%, 0.5%, and 0.7%) were fabricated. Using computerized Pin on Disc Apparatus, wear test of Al6061-sic-Gr (0%-0.7%) was carried out on the prepared Specimen. The test was carried out by changing the load range of 5,10 and 15 N and keeping the time constant and constant speed in 100rpm and changing the load range of 5,10 and 15 N .It was found that, under mild wear conditions, the composite displayed lower wear rate and friction coefficient compared to Aluminum. It was revealed that the friction and wear behavior of Al–SiC -graphene composite is largely influenced by the applied load and there exists a critical load beyond which graphene nano particles could have a negative impact on the wear resistance of AA (A.Radha et al., 2015).
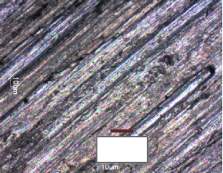
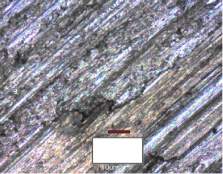
Aluminium matrix composites (AMCs) is prepared using compocasting method with AA6061 as matrix and rice husk ash (RHA) (0, 2, 4, 6, 8 wt. %) as reinforcement. At room temperature, by means of pin-on-disc apparatus investigation of the dry sliding wear behavior is performed. Due to the addition of RHA particles the wear resistance of the composites is improved and the damage on the worn surface is reduced. With increase in the applied load and the RHA particles content, changes has been observed in wear mode. Below graph shows the effect of RHA content on wear rate of AA6061/RHA AMCs (J. Allwyn Kingsly Gladston et al., 2017)
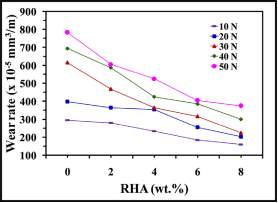
Fig.6 Effect of RHA content on wear rate of AA6061/RHA AMCs
Aluminum 6061 Metal Matrix Composites reinforced with Hematite (Fe2O3) is fabricated by liquid metallurgy technique and their Wear characteristic is studied. The reinforcement of 40-45 μm size is added in particulate form with a weight percentage of 0%, 2%, 4%, 6% and 8%. By varying speed from 200 – 400 rpm & load from 50 – 100 N, the wear test was conducted on the specimens. By noticing the weight loss of the specimen, wear rate was measured. By observing the results, it indicates that with the increase in the percentage of reinforcement, the wear resistance is increased. When compared to base matrix material, at 8 % of reinforcement the wear factor has decreased 30 – 40 %. Graphs of wear factor vs load and wear factor vs speed for different rpm and load values are shown below ( Phanibhushana M. V et al. , 2017).
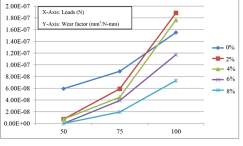
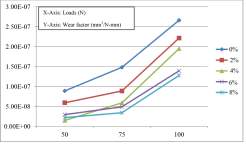
Fig.7 Wear factor v/s load at 200 rpm Fig.8 Wear factor v/s load at 300 rpm
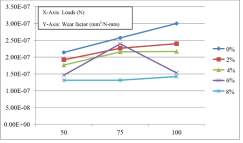
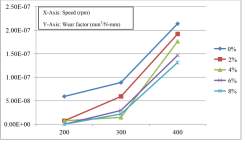
Fig.9 Wear factor v/s load at 400 rpm Fig.10 Wear factor v/s speed at 50 N
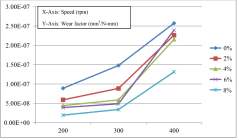
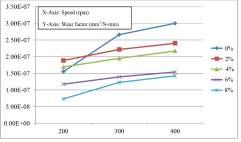
Fig.11 Wear factor v/s speed at 75 N Fig.12 Wear factor v/s speed at 100 N
6. Machinability of AMMCs
By in-suit process TiB2 particle reinforced Al7075 aluminum matrix composite is fabricated and the machinability study was done. Using a bar turning process under dry conditions, by using conventional universal lathe machine (CA6140, the largest spindle speed is 3000 r/min) the experiments were carried out. Coated carbide, PCBN, and PCD are the cutting tools used. Tool wear, machined surface quality, and chip shapes for machining TiB2/Al MMCs were experimentally investigated. Due to the wear resistance and high surface quality, PCD tools are suitable for the machining of TiB2/Al MMCs. When cutting this material than that of SiC/Al MMCs, small surface roughness was obtained. No groove and hole was observed on the machined surface while it is common for SiC/Al MMCs. Due to good adhesion at interfaces of reinforcements and metal matrix and also due to the small size of reinforcements, the surface quality of TiB2/Al MMCs is better than that of SiC/Al MMCs. In macro-scale the chip shape of TiB2/Al MMCs is similar to non-reinforced aluminum alloy in, while in micro-scale it is similar to SiC/Al MMCs in micro-scale (Jiang Rui-song et al. , 2016).
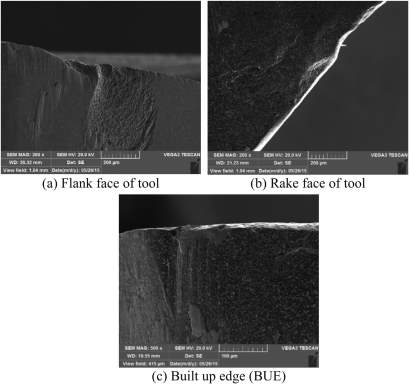
Fig.13 SEM images of PCD tool
Diffusion wear on tool edge
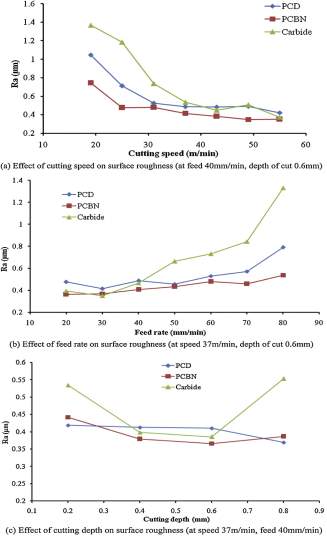
Fig.14 Effect of cutting parameters on surface roughness
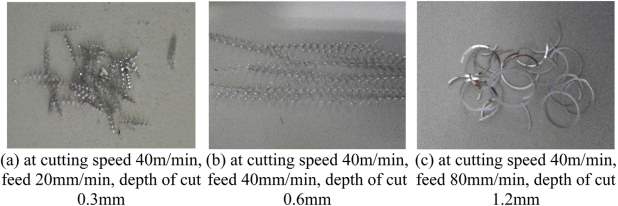
Fig.15 Chip shapes of MMCs at different cutting parameters
Silicon carbide particle (SiC-p) (5, 10 and 15 wt. %) reinforced aluminium metal matrix composite is fabricated and the machinability studies were done by using conventional universal lathe and the cutting tools used are TiN coated hard carbide. The machining
tests were conducted under dry cutting process. The effect of machining parameters, e.g. cutting speed, feed rate and depth of cut on tool wear and surface roughness was studied. A higher tool wear is produced due to higher SiC-p reinforcement; Feed rate and cutting speed generally affects the surface roughness (Tamer Ozben et al. , 2008).
TiB2 particle reinforced aluminum matrix composites (TiB2/Al MMCs) was fabricated and the machinability studies were done. The influence of TiB2 particles on the machinability of TiB2/Al MMCs was investigated experimentally. Beyond which, the optimal machining conditions for this kind of MMCs were investigated. The results concludes that the machining force of TiB2/Al MMCs is bigger than that of nonreinforced alloy and mainly controlled by feed rate; the residual stress of TiB2/Al MMCs is compressive while that of non-reinforced alloy is nearly neutral; the surface roughness of TiB2/Al MMCs is smaller than that of non-reinforced alloy under the same cutting speed, but reverse result was observed when the feed rate increased; a multi-objective optimization model for surface roughness and material removal rate (MRR) was established, and a set of optimal parameter combinations of the machining was obtained. The results show a great difference from SiC particle reinforced MMCs and provide a useful guide for a better control of machining process of this material (Ruisong Jiang et al. , 2017).
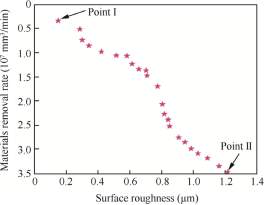
Fig.16 Pareto optimal solutions
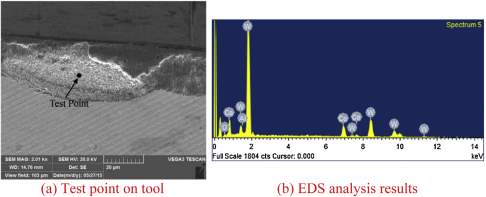
Aluminium metal matrix composite reinforced with silicon carbide particulates were fabricated and machinability study was conducted during turning using fixed rhombic tools. During the experimentation, the influence of machining parameters such as cutting speed, feed and depth of cut on the cutting force and surface finish criteria were investigated. And also the investigation of the combined effect of cutting speed and feed on the flank wear was done during experimentation. Analysis of the influence of cutting speed, feed rate and depth of cut on the tools wear and built-up edges (BUEs) are performed. Using SEM micrographs examination of the BUE and chip formation at different sets of experiments was done. Based on the results, it shows that during machining of Al/SiC-MMC, at high speed and low depth of cut no BUE is formed. For proper machining of Al/SiC-MMC, suitable range of cutting speed, feed and low depth of cut can be selected from the test results and different SEM graphs (A. Mannaa et al. , 2003).
Şener Karabulut carried out the machinability studies on boron carbide (B4C) reinforced the aluminum 6061 metal matrix composite. Using a powder metallurgy and hot-extrusion method four composite specimen with each different weight percentage of B4C say 5 wt.%, 10 wt.%, 15 wt.%, and 20 wt.% were fabricated. Based on the Taguchi mixed-orthogonal-array for experiments, L16 (44 x 21), the milling tests were performed to determine the effect of B4C content on surface quality and energy consumption for different cutting parameters under dry- and compressed-air cooling and using an uncoated carbide insert. Result reveals that, an excellent surface quality is obtained after milling all composites materials at higher milling speed and lower cutting feed and under dry machining conditions, and with increasing B4C content in the matrix the surface finish improves. When cooling with compressed air, surface roughness increases and the power consumption (Şener Karabulut et al. , 2016).
7. Metallographic study of AMMCs
By using a powder metallurgy technique SiC nanoparticle reinforced 6061 aluminium alloy matrix composites have been fabricated. A powder metallurgy method consisting of high energy ball milling, hot isostatic pressing (HIP) and extrusion has proved a highly effective process for achieving a homogeneous distribution of particles, with minimal clustering of the nanoparticles. Secondary electron images of the composites in the as-extruded condition are shown in Fig. 17 below in which a homogenous distribution of blocky <500 nm particles, identified as SiC by energy dispersive (X-ray
Spectrometer) EDX, are seen. No clustered particles were observed. Samples were also analysed in the heat treated state, with no major difference in the microstructure observed (A.J. Knowles et al. , 2014).
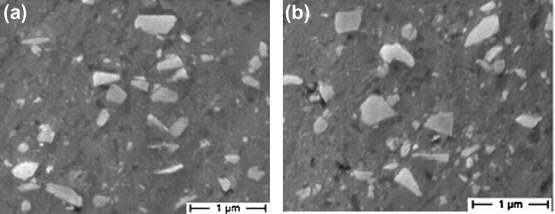
Fig.17 Secondary electron images of (a) 10 wt% SiC composite and (b) 15 wt% SiC composite in the as-extruded condition
By the in situ reaction of inorganic salt K2TiF6 and ceramic particle SiC with molten aluminum, AA6061 reinforced with various weight fractions (0, 2.5% and 5%) of TiC particles were synthesized. Using field emission scanning electron microscope (FESEM) and electron backscatter diffraction (EBSD) the microstructure of the prepared AA6061/TiC AMCs was studied. The in situ formed TiC particles were characterized with clear interface, homogeneous distribution, good bonding and various shapes such as cubic, spherical and hexagonal. On the produced composites, the grain refinement action of TiC particles is shown in EBSD maps (K. JESHURUN LIJAY et al. , 2015). Figure 18 displays the micrographs of AA6061/TiC AMCs at higher magnification. TiC particles exhibit various shapes like hexagonal, cubic and spherical.
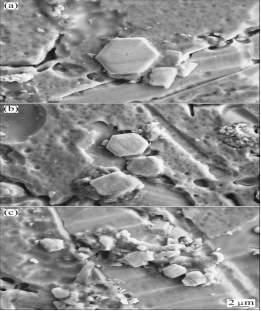
Fig.18 SEM images of AA6061/TiC in situ composites at higher magnification containing TiC: ( a) 2.5%; (b, c) 5%

Fig.19 TEM image of AA6061/5%TiC in situ composite showing clear interface and dislocation density
In-suit based Al 6061–TiB2 aluminium metal matrix composite is fabricated and its metallographic study is done. Fig. 20 shows SEM micrographs of both base alloy and developed in-situ composite. They reveal homogeneously distributed TiB2 particles that are either cubical or hexagonal in shape. The average size of the TiB2 particles formed
is in the range of 0.5–5µm (C.S. Ramesh et al. , 2011).
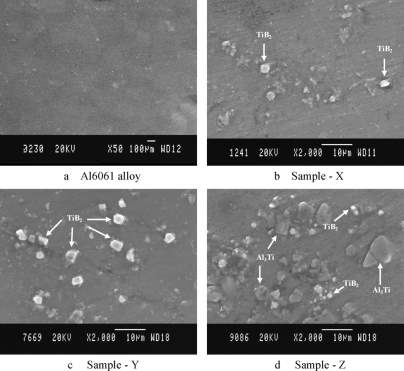
Fig.20 (a)–(d) SEM of Al 6061 and its composites: (a) Al 6061 alloy, (b) sample-X, (c) sample-Y and (d) sample-Z
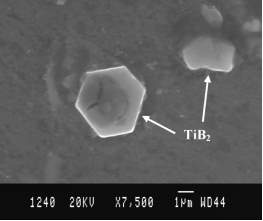
Fig.21 SEM micrograph of Al 6061–TiB2 composites showing excellent bond between matrix and reinforcement.
The microstructure of aluminum–graphene nanoplatelets(GNPs)composites were investigated before and after extrusion. In aluminum matrix the contents of graphene nanoplatelets (GNPs) were varied from 0.25 to 1.0 wt.%. In order to confirm the existence and dispersion of GNPs in aluminum matrix, X-ray mapping was carried out on Al-1.0 GNPs composite surface using energy-dispersive spec-troscopy as shown in Fig. 22 (a)–(c). It can be seen from Fig. 22 (a) that the thick stacks of GNPs were embedded in Al matrix (Muhammad Rashad et al. , 2015).
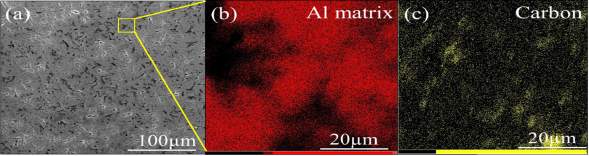
X-ray mapping of Al-1.0 GNP composite showing the existence of carbon
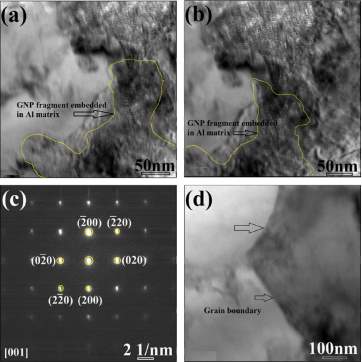
Fig.22 TEM images of Al-0.25GNPs composite where GNP fragment is embedded in Al matrix with good interfacial adhesion (a,b); (c) Selected Area Diffraction pattern; (d) TEM image showing grain boundary.
8. Conclusion
This paper presents a review of influence of reinforcements in aluminium metal matrix composites through different fabrication techniques. The outcomes of the review are:
- The fiber or whisker reinforced composite exhibits more higher mechanical properties than the particle reinforced AMMCs. Over the whisker and fiber reinforcements, particulate reinforcement offers isotropic properties and is accost effective one which can be easily reinforced by a traditional method.
- At optimum stirring speed in stir casting technique (liquid metallurgy) the composite produced has lower porosity and with uniformly distributed reinforcement particles in the matrix. Therefore the density of composite is been increased.
- Compo-casting is one of the most economical methods used to fabricate discontinuously reinforced MMCs. But not suitable for continuous fiber reinforced composites.
- Increase in mechanical properties such as hardness, tensile strength and impact strength takes place with increase in the ceramic reinforcement particulates, but reduces with non-homogeneous distribution of particulates and increased porosity.
- When the weight percentage of reinforced ceramic particulates increases the wear property of the composite is enhanced.
- Machinability study reveals that AMMCs with optimal speed, feed rate and depth of cut the machining of composite can be done economically with increased tool life by reducing tool wear and better surface finish. To obtain lower power consumption and increased MMR with less force of cutting advanced tools for cutting is needed.
- Wettability of reinforcement with matrix is the also the most important factor in fabricating composites.
References
- Abbasipour B, Niroumand B, Monir Vaghefi S M. (2010). Compocasting of A356-CNT composite [J]. Transactions of Nonferrous Metals Society of China, 20(9): 1561−1566
- R.Asthana, “Solidification Processing of Reinforced Metals”, Trans.Tech Publications, 1997.
- Cecilia Borgonova, Hao YU, “Nanoparticle Reinforced Al Casting Aloys”, Report No. 09-01.
- Panwar.N (2014).Development of Aluminum Composites using Red Mud as Reinforcement-A review
- Xingcun Colin Tong (2011).Advanced Materials for Thermal Management of Electronic Packaging.
- Liu, N., Schneider, C., Freitag, D., Venkatesan, U., Marthala, V. R., Hartmann, M., … & Meyer, K. (2014). Hydrogenated Anatase: Strong Photocatalytic Dihydrogen Evolution without the Use of a Co‐Catalyst. Angewandte Chemie International Edition, 53(51), 14201-14205.
- Bastwros Mina M.H ; Amal M.K. Esawi , Abdalla Wifi; Friction and wear behaviour of Al–CNT composites;Wear, 2013, 307, 164-173.
- Tripathy. (2007). Studies on Al-Fly ash Composite Produced by Impeller Mixing. Bachelor of Technology.
- Sukanya M Sharma et al.(2014).Microstructure and Some Mechanical Properties of Fly Ash Particulate Reinforced Aluminum Alloy Composites Prepared by Different Casting Procedures with and Without Wetting Agents.
- Bhaskar Chandra Kandpal, Jatinder kumar, Hari Singh, Machining of aluminium metal matrix composites with Electrical discharge machining – A Review, 4th International Conference on Materials Processing and Characterization, Materials Today: Proceedings 2 ( 2015 ) 1665 – 1671
- Nana Zhao, YunhuaXu, LishengZhong, Yinglin Yan, KeSong, LiuliuShen, Vladimir E.Ovcharenko, Fabrication, microstructure and abrasive wear characteristics of an in situ tantalum carbide ceramic gradient composite, CeramicsInternational, June 2015
- Puneet Bansal, Lokesh Upadhyay, Effect of Turning Parameters on Tool Wear, Surface Roughness and Metal Removal Rate of Alumina Reinforced Aluminum Composite, Procedia Technology 23 ( 2016 ) 304 – 310
- Afsaneh Dorri Moghadam , Emad Omrani , Pradeep L. Menezes, Pradeep K. Rohatgi, Mechanical and tribological properties of self-lubricating metal matrix
nanocomposites reinforced by carbon nanotubes (CNTs)and graphene – A review, Composites Part B 77 (2015) 402-420
- A.Radhaa, K. R.Vijayakumar, An investigation of mechanical and wear properties of AA6061 reinforced with silicon carbide and graphene nano particles-Particulate composites, Materials Today: Proceedings 3 (2016) 2247–2253
- Mina Bastwros, Gap-Yong Kim, Can Zhu, Kun Zhang, Shiren Wang, Xiaoduan Tang, Xinwei Wang, Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering, Composites: Part B 60 (2014) 111–118
- Devanshu Singla, Kaza Amulya, Qasim Murtaza, CNT reinforced Aluminium matrix Composite-a review, Materials Today: Proceedings 2 ( 2015 ) 2886 – 2895
- S. Gopalakrishnan, N. Murugan, Production and wear characterisation of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method, Composites: Part B 43 (2012) 302–308
- Jiang Rui-song, Wang Wen-hu, Song Guo-dong, Wang Zeng-qiang, Experimental investigation on machinability of in situ formed TiB2particles reinforced Al MMCs, Journal of Manufacturing Processes 2016
- A. Mannaa, B. Bhattacharayya, A study on machinability of Al/SiC-MMC, Journal of Materials Processing Technology 140 (2003) 711–716
- Tamer Ozben, Erol Kilickap, Orhan Cakır, Investigation of mechanical and machinability propertiesof SiC particle reinforced Al-MMC, journal of materials processing technology 1 9 8 ( 2 0 0 8 ) 220–225
- Ruisong Jiang, Xinfa Chen, Renwei Ge, Wenhu Wang, Guodong Song, Influence of TiB2 particles on machinability and machining parameter optimization of TiB2/Al MMCs, Chinese Journal of Aeronautics, (2017).
- Şener Karabulut, Halil Karakoç, Ramazan Çıtak, Influence of B4C particle reinforcement on mechanical and machining properties of Al6061/B4C composites, Composites Part B (2016), doi:10.1016/j.compositesb.2016.07.006
- A.J. Knowles, X. Jiang, M. Galano, F. Audebert, Microstructure and mechanical properties of 6061 Al alloy based composites with SiC nanoparticles, Journal of Alloys and Compounds (2014)
- K. JESHURUN LIJAY, J. DAVID RAJA SELVAM, I. DINAHARAN, S. J. VIJAY, Microstructure and mechanical properties characterization of AA6061/TiC aluminum matrix composites synthesized by in situ reaction of silicon carbide and potassium fluotitanate, Trans. Nonferrous Met. Soc. China 26(2016) 1791−1800
- C.S. Ramesh, S. Pramod, R. Keshavamurthy, A study on microstructure and mechanical properties of Al 6061–TiB2 in-situ composites, Materials Science and Engineering A 528 (2011) 4125–4132
- Muhammad Rashada, FushengPana, ZhengwenYua, MuhammadAsif, Han Lina, Rongjian Pan, Investigationon microstructural, mechanical andn electrochemical properties of aluminum composites reinforced with grapheme nanoplatelets, Progress in Natural Science: Materials International (2015)
- Sumesh Narayan, Ananthanarayanan Rajeshkanna, Hardness, tensile and impact behaviour of hotforged aluminium metal matrix composites, j mater res technol. 2 0 1 7
- Syed Nasimul. Alam and Lailesh Kumar, Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced with Graphite Nanoplatelets, MaterialsScience & Engineering A, http://dx.doi.org/10.1016/j.msea.2016.04.054
- Jinghang Liu, Umar Khan, Jonathan Coleman, Bea Fernandez, Pablo Rodriguez, Sumsun Naher, Dermot Brabazon, Graphene oxide and grapheme nanosheet reinforced aluminium matrix composites: Powder synthesis and prepared composite characteristics, (2016), doi: 10.1016/j.matdes.2016.01.031
- Baidehish Sahoo, Ravikant Kumar, Jomy Joseph, Abhishek Sharma, Jinu Paul , Preparation of aluminium 6063-graphite surface composites by an electrical resistance heat assisted pressing technique. The address for the corresponding author was captured as affiliation for all authors. Please check if appropriate. Sct(2016), doi: 10.1016/j.surfcoat.2016.12.011
- Phanibhushana M. V., C.N. Chandrappa, H.B.Niranjan, Study of Wear Characteristics of Hematite Reinforced Aluminum Metal Matrix Composites, Materials Today: Proceedings 4 (2017) 3484–3493
- J. Allwyn Kingsly Gladston, I. Dinaharan, N. Mohamed Sheriff, J. David Raja Selvam, Dry sliding wear behavior of AA6061 aluminum alloy composites reinforced rice husk ash particulates produced using compocasting, Journal of Asian Ceramic Societies (2017)
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Engineering"
Engineering is the application of scientific principles and mathematics to designing and building of structures, such as bridges or buildings, roads, machines etc. and includes a range of specialised fields.
Related Articles

DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: