Toyota Business Management Practices
Info: 8687 words (35 pages) Dissertation
Published: 19th Nov 2021
Tagged: ManagementBusiness Strategy
Contents
Introduction and history of Toyota Page 3.
Toyota’s structure and functions Page 5.
Toyota’s Total Quality Management Page 8.
Toyota’s Quality Assurance Page 17.
Toyota’s Environmental Requirements Page 20.
Conclusion Page 24.
References Page 25.
Introduction and History of Toyota
My aim for this case study is to show my understanding of the various business management practices and philosophies that have helped Toyota to grow into one of the largest, Internationally recognised and leading car manufacturing firms.
My case study shall be broken down into 4 parts, each looking at a different aspect of how the company applies its quality, TQM and continuous improvement mandates. In particular I shall compare what past practices have been used, how they have and evolved throughout time, as the company has had to adapt to an ever-changing economy and increasingly demanding requirements of its customers.
Within the first part, I shall describe Toyota’s organisational structure and how each department functions within their own individual working environments, towards the company’s overall aims; taking into account external factors which can affect the company and its ability to meet those aims.
The second part will set out the different continuing improvement and total quality total quality management techniques that the company uses. I will refer to other working examples and describe how the work of other gurus in their field has influenced the company in the past through to the present day.
In the third part I shall describe how quality assurance policies and procedures are implemented and enforced within the company’s working environment. This will include a description of Toyota’s structure and the various parts of the complex working machine that forms the basis of their business model.
In the final part I shall discuss the environmental factors that affect Toyota, how they strive to meet these stringent requirements and how this affects their day to day business- [particularly across different continents, where rules are very different.] I shall conclude by summarising the strengths and weaknesses of Toyota’s management systems and giving my own opinion of how well they work. I will also assess the sources that I have used.
History and Timeline
Despite being the world’s largest car manufacturer and manufacturing some of the world’s most recognisable car brands, surprisingly Toyota have not always been in the car industry. ‘Toyota’s origins lie in the Japanese weaving industry when Sakichi Toyoda invented the world’s first automatic loom and, subsequently, set up the Toyoda Spinning and Weaving Company in 1918.’ [1] (Toyota, 2018) Toyota as a car manufacturing company were subsequently set up in 1937, with the production of their first motor car the year before by Sakichi Toyoda’s son, Kiichiro Toyoda.
Toyota began in Japan and its headquarters are still located in Tokyo, yet the company now has a worldwide presence. In Europe alone Toyota now have nine manufacturing plants across seven countries, with a multibillion-euro turnover per year.
The following timeline shows some of the most notable events that have allowed Toyota to grow as a company and reach the heights of success that they enjoy today.
- 1937: Toyota motor co LTD established
- 1938: Koromo plant opened
- 1938: ‘Just in time’ process launched
- 1947: First truck model ‘SB’ launched
- 1950: Toyota motor sales CO. LTD launched
- 1953: Company slogan “Good thinking Good products” established
- 1957: First car exported to U.S.A
- 1957: Toyota motor sales U.S.A INC established
- 1958: Toyota do Brasil LTDA established
- 1963: Distribution agreement signed for beginning of sales in Europe
- 1965: Deming application prize won
- 1970: Japan control quality award won
- 1974: Nisshin training centre opened
- 1981: Line off ceremonies conducted for the Soarer model
- 1982: Agreement formalising merger of Toyota motor CO LTD. and Toyota sales Co. LTD signed
- 1989: Toyota Automobile history museum opened
- 1992: Production commenced at TMUK
- 1994: Toyota commemorative museum of industry and technology opened
- 1995: New international business plan launched
- 1999: Cumulative production in Japan reaches 100 million vehicles
- 2001: Toyota way is released
- 2004: Partner Robots is released
- 2004: Hilux Vigo model is announced
[2] (Toyota, 2018)
Toyota’s structure and functions
As one of the world’s leading car manufacturing businesses, naturally Toyota has had to evolve and adapt many times to ever changing customer requirements. Up until 2013, the central hierarchy controlled all the different business sub sections, with all major decisions being made through their headquarters in Japan. Since then, they have delegated some of their decision-making functions and power to the different regions, to make the company more efficient and adaptable, particularly in relation to issues like safety and quality control.
“Toyota’s new organisational structure now has the following characteristics:
- Global Hierarchy
- Geographic divisions
- Product- based divisions” [3] (Gregory, 2018)
The idea is that by dealing with certain things independently rather than centrally, the individual regions can identify and react to problems more quickly, which is incredibly important for a business’ success. They will also have more specific knowledge of the issues affecting those regions and so will possibly make more effective decisions.
Global Hierarchy
As with many other Japanese businesses, Toyota is dominated by a central hierarchy controlling the other divisions from the headquarters in Japan. All of the major decision making goes through here. “However, in the current organizational structure, the company has increased the decision-making power of regional heads and business unit heads”. [4] (Gregory, 2018) This essentially means that the different heads of departments were granted more power to make decisions, without having to wait for the upper echelons of command to either make the decision for them or to sanction their proposed decision. This is particularly useful when time is of the essence, as things take longer when more people are involved across different jurisdictions and there is inevitably an element of bureaucracy.
Geographic divisions
Toyotas Geographic division as suggested by the name, is split up into 8 different parts of the world, for which they are responsible. “(Japan, North America, Europe, East Asia and Oceania, China, Asia and Middle East, Africa, and Latin America and Caribbean)” [5] (Gregory, 2018)
Each division is responsible for adapting to, and providing for, the different customer markets. Customers vary greatly across different jurisdictions so it makes sense that there is no ‘one size fits all’ approach to meeting their needs. Giving the divisions this autonomy allows Toyota to tailor their approach to each customer market and provides Toyota with a very flexible, International business model, as no two regions are the same.
Product-Based divisions
Toyota’s product-based divisions are mainly set according to which products are sold where. There are 5 of these:
- Lexus International
- Toyota No. 1
- Toyota No. 2
- Unit Centre
- Toyota Financial Services division
Toyota no. 1 is responsible for all Toyota automobile makes and models sold in Europe and North America, where as Toyota no. 2 are responsible for all other regions. “The unit centre is responsible for engine, transmission and other related operations. This feature of Toyota’s organizational structure supports development of brands and product lines.” [6] (Gregory, 2018) The financial services division is responsible for the company’s finances as the name would suggest but, perhaps less obvious, they build robots as well.
As with all car manufacturing companies, Toyota has had to constantly adapt and change its working practices in order to grow and become one of the leading companies it is today. One of the many ways Toyota ensures the smooth efficiency of its operations is through face to face meetings. They have tried to limit lengthy written correspondence between employees and prefer to meet up to discuss problems. This is much more productive (and effective) than communicating through word or email, as many points can be lost in translation. This however does have its drawbacks. Meetings can take time: time which could some would argue would be better spent working on projects. Engineers for example have complained that they have not got enough time to complete their engineering work due to the number of meetings in their day to day working life. As well as there being a time cost, there are also monetary cost implications of face to face meetings. This is particularly an issue in companies with a wide geographic reach, as employees are likely to need to travel to meet.
Toyota’s Total Quality Management
Toyota has a saying it likes to sum up its strive for continuous improvement ‘Always a better way’. Written as a book for the general public in 2001 and called ‘The Toyota way’, this is famous set of philosophies forms the foundation of Toyotas managerial practices and approach to production. Also, with the implementation of ‘Lean manufacturing’, the company has 12 pillars it claims forms the backbone of its production success: also known as the Toyota Production System. The pillars are implemented at all levels of the company and ingrained in their culture. The pillars are:
- Konnyaku Stone
- Poka-Yoke
- Hansei
- Andon
- Jidoka
- Just-In-Time
- Heijunka
- Kaizen
- Genchi Genbutsu
- Nemawashi
- Kanban
- Muda, Muri, Mura
- Genba
Each pillar is a different way that the company strives to improve the quality of its products and evidences the company’s commitment to its customers that has helped Toyota dominate car sales. Although the basis for the TPS was started a lot earlier in the 1800’s, the production business model was later heavily influenced by William Deming’s idea of statistical processes control and most notably Shigeo Shingo. After World War 2 Japan experienced a huge strive to build its industry back up and he was one of the driving forces behind this. He created many Quality control techniques including ‘Just in time’ and ‘Zero Quality control’ (Both shall be covered later) His various industrial practices all had a huge impact on Japans economy in the 1950’s and 1960’s. Toyota have also used Kauru Ishikawa’s methods to help with potential problem solving; i.e. fixing problems before they become a serious issue.
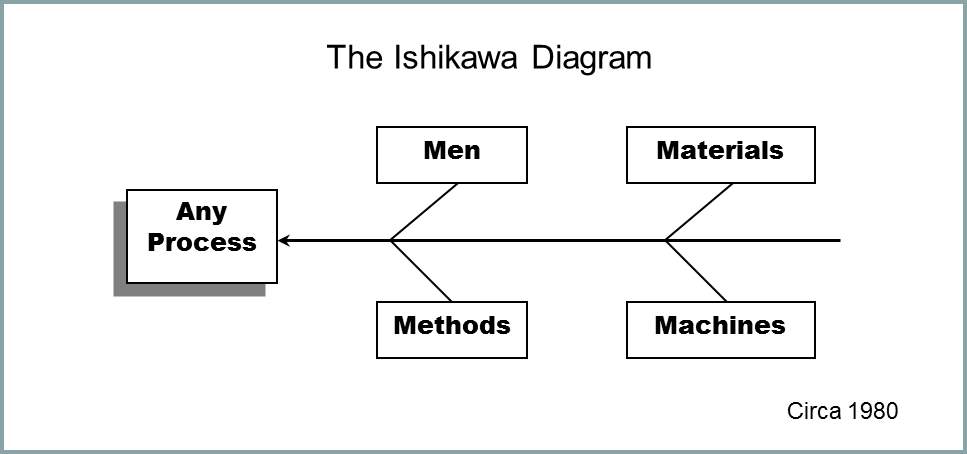
Fig 1.0: Ishikawa’s most famous methods involved drawing a fishbone diagram and using it to relate all relevant factors into a process.
Here are how I believe these 12 pillars of production system relate to Toyota’s mission to ever-improve the quality of its products.
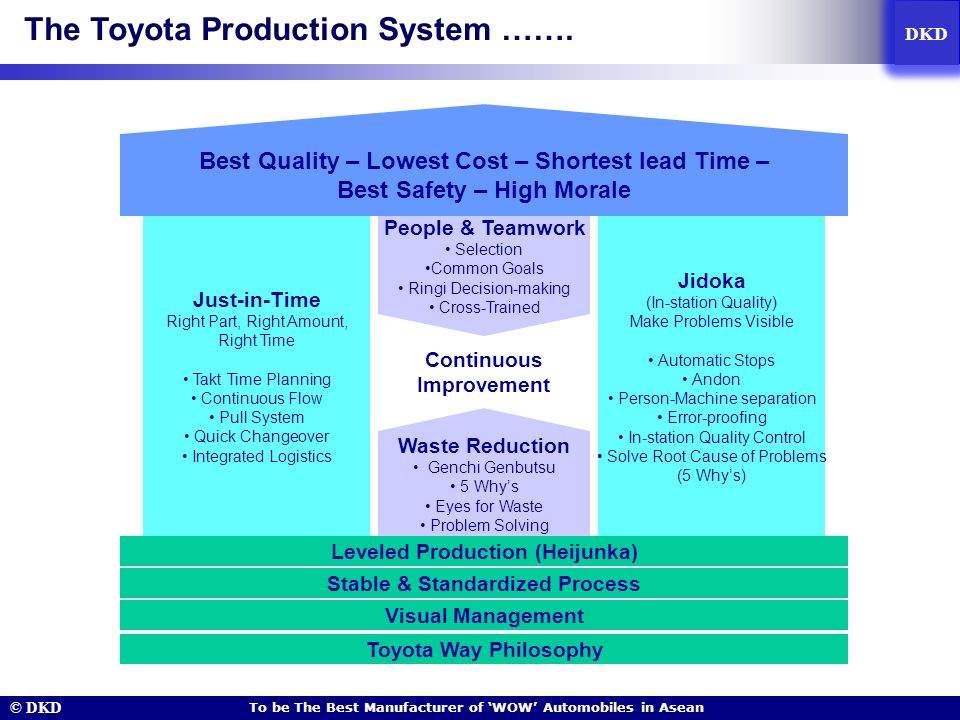
Fig 2.0: An example of the Toyota Production system. [7](Slide player. 2018)
Konnyaku Stone
This is a tool Toyota uses to smooth out panels for their vehicles. It involves smoothing out any imperfections with the said ‘Konnyaku Stone’ before being painted. Although its a relatively small point, I believe its an important part of the process, as they take care to make sure all work is as close to perfect as possible before being taken to the next stage. I believe this follows Juran’s theory of quality. He essentially said that customers will demand and define the level of quality that is required. I am a big believer in first impressions count for everything. If this is the kind of care Toyota takes to ensure its products will look as perfect as possible, then the rest will surely follow as per customer requirements.
Poka Yoke
‘A Poka-Yoke is any part of a manufacturing process that helps a Toyota member avoid (yokeru) mistakes (poka).’ [8] (Toyota, 2018)
This method was developed by Shigeo Shingo. He was responsible for developing the “Zero Quality control” and “Just in time”. ‘Zero quality control consists of striving to reduce the prospect of human faults. By using this you will reduce the need of product inspections and aim for zero defects.
The poka-yoke system is graded with a points system and depends on various different factors. These are the severity of error, likelihood of the error and the likelihood of the error not being picked up. This scoring systems can then be implemented in three different ways:
- The contact method – This identifies any problems through the use of testing any physical aspects of the product such as the size, colour and/or shape.
- The fixed value method – If there is a process or condition not completed then a process will be in place so that the operator is alerted.
- The motion step method – This finally double checks that all of the steps within a process are followed correctly.
Hansei
Used in conjunction with the ‘Genchi Genbutsu’ (Go and see it yourself) this is Toyota’s way of discussing completed tasks, whether successful or not. It is a process by which the company can identify possible issues and then create solid plans to make sure that next time they are avoided. For example, if a manager or engineer has a query with a process on the factory floor, he will be encouraged to view it himself and potentially speak to the workers who are responsible face to face. Whilst this has many benefits with managers being able to see for themselves and speak to experts who have first-hand experience in dealing with these problems, I also believe this could end up being time consuming. If a problem where time is of the essence arises, it may not help having to wait for your line manager to come down, so he can see for himself an issue that you may have already formed a plan of how to solve.
Just-in-Time
‘Just-in-Time” means making “only what is needed, when it is needed, and in the amount needed.’ [9] (Toyota, 2018)
In essence, this means that for every given product a plan is put into place to procure only what parts are needed, the amount of parts required and for when the parts are needed for. This gives Toyotas production plan a robust waste limiting angle.
Jidoka
‘The term Jidoka used in the TPS (Toyota Production System) can be defined as automation with a human touch.’ [10] (Toyota, 2018)
This is the working interface that Toyota uses to fault-find problems and solve them, with as little disruption as possible to the productivity of the process. Toyota still designs its products to be as robust as possible, to ensure that fewer and fewer problems occur that need ‘Jidoka’ to be implemented. This is following the teachings of Genichi Taguchi who was one of the idealists who believed in this process for better quality products. Toyota were one of Taguchi’s earliest followers.
Heijunka
‘Heijunka (English: Production smoothing or levelling): A technique to facilitate Just-In-Time (JIT)’ [11] (Toyota, 2018)
Another method making up Toyota’s production system. This is used in conjunction with the Just in time method, which ensures that the right number of components for each job is made available. This process involves ‘assembling a mix of models within each batch and ensuring that there is an inventory of product proportional to the variability in demand.’ [12] (Toyota, 2018)
Kaizen
‘Kaizen (English: Continuous improvement): A philosophy that helps to ensure maximum quality, the elimination of waste, and improvements in efficiency, both in terms of equipment and work procedures.’ [13] (Toyota, 2018)
Kaizen is used in conjunction with Toyota’s Nemawashi practice. By putting each and every employee in the driving seat with decisions, so to speak, it is also a way of making them all responsible for each different aspect of their work. This is a good way of ensuring everybody gets their say and that decisions are made unanimously. This can only ensure that to improve standardised work, no ideas no matter how big or small will be left out.
Genchi Genbutsu
‘Genchi Genbutsu (English: Go and see for yourself): The best practice is to go and see the location or process where the problem exists in order to solve that problem more quickly and efficiently.’ [14] (Toyota, 2018)
As previously mentioned, Genchi Genbutsu is a phrase used to sum up how the company believes the management should think when it comes to problem solving. Whilst not necessarily expecting all management to physically check problems themselves, it is more of an expectation to understand the issue from the point of view of the people involved. This can only be a good thing as it will help those in higher positions have a better understanding of an issue and potentially create better solutions to help solve it.
Nemawashi
‘Nemawashi (English: Laying the groundwork or foundation; building consensus)’ [15] (Toyota. 2018)
This is an example of how Toyota like to formalise any decision-making process. The company always tries to share information with all its employees and get their opinion first. In doing this they involve a lot more of their work staff and get a general feel for how this could be a good or bad thing. This follows one of Dr Armand Feigenbaum’s theories that by making Quality an ‘individual and Team commitment’ you are maximising your potential for better quality control.
Kanban
‘Kanban (English: Signboard): A system that conveys information between processes and automatically orders parts as they are used up.’ [16] (Toyota, 2018)
Kanban displays are the system of which its just in time production can be implemented. It is a board that monitors all in going products and produce out. As previously stated all materials are strictly monitored to ensure waste is minimised and defective parts are never passed on. Whilst this follows Taguchi’s cost control method, I personally believe that only buying required parts could potentially back fire if said part is found to be faulty or defective as well. Another part will have to be ordered. This could waste valuable time, which if on a strict deadline could be disastrous.
Muda, Muri, Mura
All words tie in to Toyota’s means of eliminating and/or minimising its waste all the way through its production cycles. It categorises all potential waste points and assigns each one with awareness, so that it can be continually assessed and improved. All waste from waiting times, transport costs, damaged goods and overcomplicated processes including many more, are under constant scrutiny for potential improvements. This can only help to improve the quality of products.
Genba
‘Within Toyota, the philosophy of Genba means that all actions and processes are as transparent as possible’ [17] (Toyota, 2018)
This is an idea that all colleagues will be aware of how each working part in the vast machine that makes up Toyota’s production system, will be aware of the other. If this is implemented successfully this will give the company a very rare ability of having complete clarity should a problem arise. If each part of the production line is aware of what the other are doing, then the possibility of they being able to help each other through the problem because of the mutual understanding will be increased.
These are just a few of the many working parts that form Toyota’s focus for continuous improvement, as set out with their global vision:
Toyota Global Vision
‘Toyota will lead the way to the future of mobility,
enriching lives around the world with the
safest and most responsible ways of moving people.
Through our commitment to quality, constant innovation
and respect for the planet, we aim to exceed expectations
and be rewarded with a smile.
We will meet challenging goals by
engaging the talent and passion of people,
who believe there is always a better way’.
[18] (Toyota, 2018)
As stated within their vision and by their 12 pillars of production, Toyota would not be the huge international car manufacturer they are without their commitment to quality and implementation of these robust policies. The Managing Director (MD), as with every company, is the driving force behind these practices and is responsible for analysing results and evaluating whether targets have or have not been met. The MD will then assess why certain targets have not been met and whether there are any shortcomings in the existing practices. They will look to improve existing practices or implement alternative ones altogether, so that Toyota adapts to ever changing circumstances. Although all parts of the company have their own individual responsibilities to ensure that the pillars are followed and quality remains high, ultimately the responsibility will fall on the MD.
Having set their business model early on from Edwards-Deming, Taguchi and all of the other quality inspired experts, this has given them an extremely competitive and flexible means of conducting their automobile manufacturing affairs. This is why they are one of the internationally recognised, dominant car production companies in the world.
2010 Recall
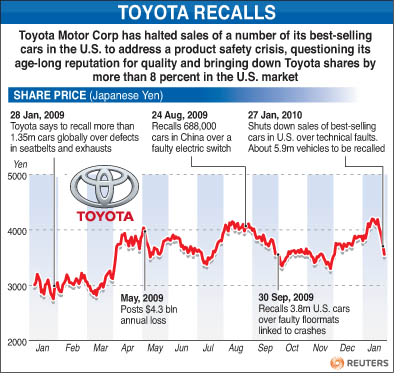
The following is an example of how Toyota apply their model for continuous improvement. In 2010 Toyota had to issue 2 separate recalls of nearly 9 million of its vehicles world-wide. The problem was due to an issue with their accelerator pedals being sticky; which in turn caused problems gathering speed. ‘From a purely financial perspective, the event has had a significant impact on Toyota. It has estimated that its losses will be upwards of £1bn in costs and lost sales due to the recall, though the reported braking issues with the Prius and Lexus models could push this figure still higher.’ [19] (My customer, 2018) This caused a huge embarrassment for the company who, as we have seen, are such pioneers for top quality vehicles. They suddenly found themselves having to discontinue several of their top selling models; potentially being hit with operating losses and charges, not to mention this being a safety issue, with accidents being caused.
Although there are many possibilities, it seemed that the main reason this occurred was due to Toyota attempting to expand too quickly. Several sources have stated that the decline in quality happened over a few years until it peaked with this issue.
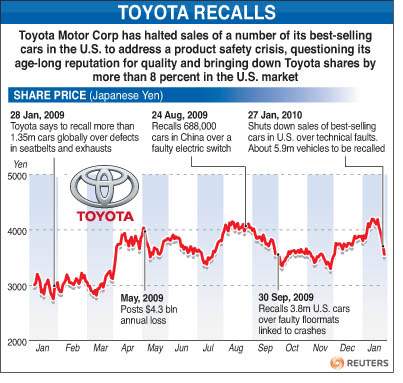
Fig 3.0: A graph showing the time-line before and after the 2010 recall. (Toyota, 2018)
Action plan
Once the recall had been issued, Toyota immediately created an action plan to help deal with the problems. The areas that were focussed on were:
- Communication
- Conducting polls and setting up helplines to assess consumer attitudes
- Taking responsibility
Once the problem was addressed and the recall issued, Toyota quickly set a path to fixing the issue and getting the vehicles back on the road. After looking at the supply chain Toyota quickly stated that it would be sticking with their suppliers as in the end Toyota were responsible for the cars they sold. This was a strategy that was aimed at keeping customer trust as far as possible. Whilst it could have been easier to cast the blame and point the finger elsewhere, Toyota acknowledged that they were the ones at fault. Despite this however, Toyota were very slow to respond. It took nearly 7 months after a fatal crash (of which kick started all the investigations) before Toyota held a press conference. This obviously had a very negative impact on their sales in the United State and by the time Toyota had settled with the U.S courts for a huge fine, customer confidence was a lot lower.
Nevertheless, Toyota came out the other side with a lot of lessons learned and have now stated that going back to the roots of their 12 pillars of production will help quash any potential issues in the future. By concentrating on the quality of their products as before, instead of rapid expansion, it has already been proven that Toyota have gone back to the well respected and popular car manufacturer that they were before.
Toyota’s Quality Assurance
Quality assurance has had a long history within Toyota and has been refined to such a point today, that they have an entire team of people responsible for completing quality assurance checks. Before a product is finished, it will be subjected to routine checks (of which there are over 2000). This applies for every car before it is allowed to leave the factory. As previously mentioned, this is done as per their Poke-Yoke system.
Toyota is also very stringent in its approach to customer feedback. Their principle of ‘customer first’ is carried out and affects the business from start to finish. ‘Therefore, in order to make Always Better Cars, Toyota makes rigorous use of customer opinions gleaned from dealers and the Customer Assistance Centre.’ [21] (Toyota, 2018)
This is important as it requires all the different structures of the business to work in tangent: from the Car dealerships, to the manufacturing plants; all the way up to the higher echelons of management. Customer feedback evidently starts with the customer and is repeatedly sought so that the process and experience for the customer can be improved. Toyota also has 2 main manuals that it expects all of its employees to follow at work. These are the Toyota Code of Conduct and the Guiding Principles of Toyota.
Toyota Code of Conduct
This is the main corporate philosophy that Toyota uses to envision its mission and commitment to provide quality vehicles to its customers. ‘The “Toyota Way” and the “Toyota Code of Conduct” serve as important guiding tools when implementing our daily business operations to realize the “Guiding Principles at Toyota”. “Toyota Way” (issued in 2001) describes the values and methods to be shared for the people of the global TOYOTA organization.’ [22] (Toyota, 2018)
Toyota implements these by focussing on:
- Function Management and
- Policy Management
Function Management
‘Function management refers to setting companywide policy based on a function that assures quality and each division efficiently taking action in collaboration with other divisions.’ [23] (Toyota, 2018) This is the basis of setting policies that are focussed on quality first and customer first.
Policy management
‘Policy management refers to the formulation and implementation of action plans for achieving targets in each division based on the companywide policy’. [24] (Toyota, 2018)
Whilst policies are implemented it is the duty of the policy management to ensure that they are carried out accordingly.
In addition to these, each division has a ‘Chief Quality Officer’ whose job it is to address any issues that may arise and ensure all the units are working together. ‘In addition, the Customer First Promotion Group (CF Promotion Group) was established in 2012 to re-establish Toyota as a quality leader from the customer’s perspective and reinforce internal organizational development with the aim of improving quality. [25] (Toyota, 2018) This is Toyotas first line of contact between the customer and the company. They are responsible for encouraging customer first and ensuring the various internal divisions work towards this as well.
Guiding Principles of Toyota
As previously mentioned, the guiding principles of Toyota lays all the foundations and explains how the Toyota production system works. Which department you work within will determine which parts are relevant for you, but everything else is outlined here.
Internal and External Audits
To ensure that all of the above is being implemented and that the various codes of practice are followed, Toyota has an audit process. This is to ensure that everyone from the workers on the factory line all the way up to the Directors of each Division carry out their duties.
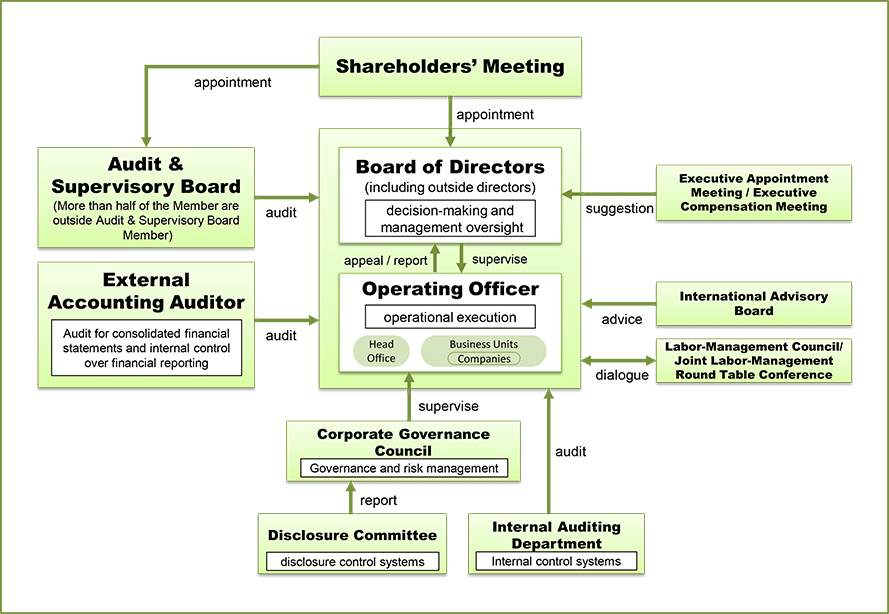
Fig 4.0: An example of how Toyotas audit system feeds back to each other (Toyota, 2018)
Toyota’s Environmental Requirements
All companies must adhere to many environmental laws. These are prescriptive and enforceable and are not internal regulations, as set by the company itself. Laws differ from country to country, so Toyota have to ensure that wherever they sell their vehicles, they follow the environmental laws of that country. They must remain robust and flexible in order to ensure their products will not be breaking the law anywhere in the world.
In general, environmental laws are becoming more and more stringent, as society is becoming more environmentally conscious and more aware of the negative effects of pollution. Companies not only need to comply with the law but they also need to be seen to be acting in a responsible manner, for example, all the press interest of the potential environmental damage caused by vehicle exhaust fumes has a huge impact on an International business such as Toyota. The following are a few examples of environmental laws from the European Union and United Kingdom that may affect Toyota and have an impact on the way their business operates.
EU
1. Emissions – EU directive on emissions limits – 70/220/EEC – one of the main, and probably most widely publicised, pollutants are emissions from vehicles. The original EU Directive set out carbon dioxide emissions limits for new vehicles sold within the EU. Since then, stricter emissions level checks have been introduced, the most recent being the Euro 6 standards in 2014 for light passenger and commercial vehicles (459/2012/EC). The Euro 6 standards became mandatory in September 2015.
This legislation has an obvious impact on Toyota as the legislation encourages car manufacturers to reduce emissions and to promote fuel efficient vehicles in order to meet the standards.
manufacturers to promote fuel efficient vehicles in order to meet the standards.
Toyota is meeting this within its sustainability model. It has set itself a challenge that 90% of its new vehicles will be C02 free by 2050. ‘To this end, we are developing next-generation eco-friendly vehicles with low or zero CO2 emissions, including hybrid vehicles (HVs), plug-in hybrid vehicles (PHVs), electric vehicles (EVs), and fuel cell vehicles (FCVs), and spreading these vehicles on roads everywhere’. [26] (Toyota, 2018)
2. Renewable energy – Directive on the Promotion of the use of energy from renewable sources (2009/28/EC): This requires energy consumption (including energy for transport) to be increasingly through renewable energy sources i.e. replacing fossil fuels (petrol and diesel). Toyota is managing this through a huge shift to the use of electric and Hybrid motors. ‘Toyota believes it is important to reduce CO2 emissions not only while driving but also throughout the vehicle life cycle.’ [27] (Toyota, 2018)
Toyota has the opportunity to take advantage of this shift towards renewable energy and fuel-efficient cars, as it has been developing and delivering hybrid and electrified vehicles for some time and already has targets and plans in place in relation to its future vehicle models. Toyota can be seen to be somewhat ahead of the game in comparison to its competitors.
3. Fuel Quality – The EU Fuel Quality Directive (2009/30/EC) requires a ‘reduction in the greenhouse gas intensity of fuel’ [28] (Climate Action – European Commission. 2018.): This states fuel must meet certain criteria in order to minimise the environmental impact of its use and impact on human health. This impacts the car manufacturing industry and Toyota as well. Better and more refined fuel means more expensive fuel, which will mean Toyota and every other car manufacturer will have to spend more money ensuring its vehicles are able to comply with this legislation.
4. EU Emissions Trading Scheme (EUETS) – EUETS is a mandatory cap and trade scheme and for CO2 emissions. There is a cap on the total permitted emissions from the participants in the Scheme. Companies in the scheme have an allocated allowance of emissions – if they exceed their allowance they must buy tradeable permits from other companies or seek to reduce their emissions. As Toyota are a member of this scheme this impacts them directly. By following the guidelines of their environmental sustainability model, this will ensure that they are compliant. The incentive is for companies to innovate and invest to reduce their emissions rather than purchasing more permits. It covers the manufacture of vehicles but not road transport.
5. Waste Framework Directive Directive 2008/98/EC– EU legislation relating to waste management – discusses the concepts of waste, recycling, recovery. Toyota has 2 targets to reduce waste as outlined in its sustainability model. The first being to reduce C02 emissions by limiting waste within the manufacturing process. ‘For example, since 2009 we have reduced our electricity consumption by 38%, gas by 30%, water by 3.5% and waste production by 5% and have been sending zero waste to landfill since 2011. Our targets for energy reduction by 2020 are:
- 10% reduction in electricity by 2020, all of which is green tariff.
- 24% reduction in water usage by 2020.
- 22.5% reduction in C02 by 2020.
- 14% reduction in total waste by 2020, 70% of which should be recycled’ [29] (Toyota, 2018)
6. End of Life Vehicle Directive -Directive on End-of Life Vehicle 2000/53/EC – this was originally adopted in September 2000 and addresses the end of life for automotive products, tackling waste reduction and management. ‘The European Union currently demands that 95% of a car is recycled. It’s crucial that this is done in a responsible way, which is why Toyota has a network of more than 150 approved dismantlers, working with our recycling partner, Auto-green, that follow the European End-of-Life Vehicles (ELV) Directive.’ [30] (Toyota, 2018) Toyota has a policy called ‘Recycle my car’ in place to deal with this directive. It is a scheme in which you can trade in your old Toyota to be stripped for parts so they can be reused where possible.
The Directive also introduced the concept of Extended Producer Responsibility (EPR). This means taking into account the environmental costs associated with the production of vehicles in the market price of the vehicles for example such as the 5p charge for plastic bags.
7. Environmental Noise Directive – Directive 2002/49/EC- focuses on preventing and reducing environmental noise. More specifically to vehicle manufacturers Regulation (EU) No 540/2014 of the European Parliament and of the Council relates to the sound level of motor vehicles and reducing noise pollution.
UK
Not only do the EU environmental laws affect the UK but there is also UK specific legislation.
1. The Climate Change Act 2008: set out a legally binding framework for the reduction of emissions in the UK, with transport being a key area to tackle and a key source of emissions. The Carbon Plan introduced the UK’s strategy to reducing emissions. In relation to the transport sector, the Carbon Plan refers to a ‘move towards ultra-low carbon vehicles’ [31] (publishing service 2011), outlining the possible increased use of electric and hybrid vehicles. It also promotes the use of biofuels and renewable sources of energy.As previously mentioned, Toyota has had to outline future plans to enable them to ensure its vehicles are limiting emissions. Their plans to build more hybrid and electric cars will see this come to fruition.
Environmental Audits
As set out above, the environmental legislation has a massive impact on how Toyota conducts its business. To ensure that internationally all the Divisions are complying with the laws of the relevant country, Toyota has in place an audit system comprising of internal and external auditors.
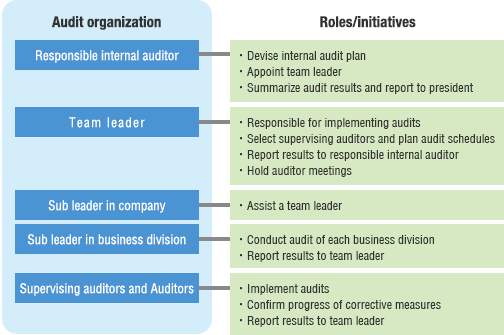
Fig 5.0: A typical structure of an internal audit team and their job roles within Toyota. (Toyota, 2018)
‘To implement highly independent and high-quality internal audit, we have established an internal audit structure in which a director in charge of audits appoints a team leader tasked with implementing audits. Under the team leader are auditors selected from each business division.’ [31] (Toyota, 2018)
Each audit team is then responsible for overseeing the implementation of Toyota’s environmental goals and strategies. They are then expected to carry out corrective measures should any divisions fail to meet the standard.
Conclusion
Having conducted my research into Toyota it is fair to say that the company is one of the pioneering businesses on which the foundations of engineering management is built. Having built solid foundations with the help of so many of the Quality Guru’s, who had such a huge influence on Japanese industry at the end of the Second World War, the company has gone from strength to strength over the years. With their ‘Toyota Way’ being such a huge success, having many other companies around the world building their philosophies and practices based on the systems that work so well for Toyota, it is obvious to see why they have enjoyed the huge successes of the last 75 years.
I personally believe that this is fundamentally down to their approach to, and emphasis on, producing quality products as I have previously covered within their 12 pillars to production. I have also given an example of the negative consequences when that approach was softened in order to pursue other means, such as expansion. Despite this and other setbacks over the years, the company may not have survived if they had not already reached the size and scale that they had. Whilst growth and competition is important this must not be given priority over product quality.
Looking forwards, it is evident that the company has already set in motion plans to remain in this top position of one of the leading car production companies in the world. Their shift to producing more electric and Hybrid vehicles is keeping in line with how many countries (and customers) are beginning to shift to a greener, more environmentally friendly way of life.
References
[1] Toyota.2018 History of Toyota. 2018. History of Toyota. [ONLINE] Available at: http://www.toyotauk.com/about-toyota/history-of-toyota.html. [Accessed 27 April 2018].
[2] Toyota-Global History of Toyota. 75 years. History of Toyota [ONLINE] Available at: http://www.toyota-global.com/company/history_of_toyota/75years/
[3] [4] [5] [6] Gregory, L. (2018). Toyota’s Organizational Structure: An Analysis – Panmore Institute. [online] Panmore Institute. Available at: http://panmore.com/toyota-organizational-structure-analysis [Accessed 25 Mar. 2018].
Fig 2.0: http://slideplayer.com/slide/7094743/24/images/4/The+Toyota+Production+System+……..jpg
Fig 3.0: http://www.toyota-global.com/sustainability/csr/governance/images/f_1.gif
[7] Toyota. 2018. Nemawashi – Toyota Production System guide – Toyota. [ONLINE] Available at: http://blog.toyota.co.uk/nemawashi-toyota-production-system. [Accessed 16 April 2018].
[8] Toyota. 2018. Poka-yoke – Toyota Production System guide – Toyota. [ONLINE] Available at: http://blog.toyota.co.uk/poka-yoke. [Accessed 16 April 2018]
[9] Toyota. 2018. Global vision- Toyota vision- Toyota. [ONLINE] available at http://www.toyota-global.com/company/vision_philosophy/toyota_global_vision_2020.html
[10] Toyota. 2018. Just in time – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/just-in-time.html. [Accessed 16 April 2018]
[11] Toyota. 2018. Jidoka – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/jidoka.html
[12] Toyota. 2018. Heijunka – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/Heijunka.html [Accessed 16 April 2018]
[13] Toyota. 2018. Genchi Genbutsu – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/Genchi Genbutsu.html [Accessed 16 April 2018]
[14] Toyota. 2018. Heijunka – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/Heijunka.html [Accessed 16 April 2018]
[15] Toyota. 2018. Kanban – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/Kanban.html [Accessed 16 April 2018]
[16] Toyota. 2018. Genba – Toyota Production System guide – Toyota. [ONLINE] Available at: http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/Genba.html [Accessed 16 April 2018]
[17] Toyota. 2018. Sustainability- report- Toyota [ONLINE] http://www.toyota-global.com/sustainability/report/archive/sr15/pdf/sr15_05_e.pdf [Accessed 22/04/2018]
[18] Toyota. 2018. Sustainability- report- Toyota [ONLINE] http://www.toyota-global.com/sustainability/report/archive/sr15/pdf/sr15_05_e.pdf [Accessed 22/04/2018]
[19] Toyota. 2018. Sustainability- report- Toyota [ONLINE] http://www.toyota-global.com/sustainability/report/archive/sr15/pdf/sr15_05_e.pdf [Accessed 22/04/2018]
[20] Toyota, 2018. Toyota code of conduct- report- Toyota [ONLINE] http://www.toyota-global.com/pages/contents/company/vision_philosophy/pdf/what_is.pdf [Accessed 22/04/2018]
Fig 4.0: http://graphics.thomsonreuters.com/RNGS/2010/JAN/TOYOTA.jpg
[21] Toyota. 2018. Sustainability- report- Toyota [ONLINE] https://www.toyota.co.uk/world-of-toyota/environment/sustainable-mobility.json ] [Accessed 23/04/2018]
[22] Toyota. 2018. Sustainability- report- Toyota [ONLINE] https://www.toyota.co.uk/world-of-toyota/environment/sustainable-mobility.json ] [Accessed 23/04/2018]
[23] World of Toyota. Environmental performance- World of Toyota [ONLINE] https://www.toyota.co.uk/world-of-toyota/environment/environmental-performance
[24] World of Toyota. Recycle my car- World of Toyota [ONLINE] https://www.toyota.co.uk/world-of-toyota/environment/recycle-my-car.json [Accessed 23/04/2018]
[25] Climate Action – European Commission. 2018. Fuel Quality | Climate Action. [ONLINE] Available at: https://ec.europa.eu/clima/policies/transport/fuel_en. [Accessed 27 April 2018].
Fig 5.0 Toyota-industries. Environment management- Toyota-industries [ONLINE] https://www.toyota-industries.com/csr/environment/management/inspection/ [Accessed 23/04/2018]
[26] Environmental audits. Toyota-industries. Environment management- Toyota-industries [ONLINE] https://www.toyota-industries.com/csr/environment/management/inspection/ [Accessed 23/04/2018]
[27] MyCustomer. 2018. Implosion of a brand: What can we learn from Toyota’s crisis mismanagement? | MyCustomer. [ONLINE] Available at: https://www.mycustomer.com/experience/voice-of-the-customer/implosion-of-a-brand-what-can-we-learn-from-toyotas-crisis. [Accessed 27 April 2018].
[28] Climate Action – European Commission. 2018. Fuel Quality | Climate Action. [ONLINE] Available at: https://ec.europa.eu/clima/policies/transport/fuel_en. [Accessed 29 April 2018]
[29] Toyota UK. 2018. Environmental Performance | World of Toyota | Toyota UK. [ONLINE] Available at: https://www.toyota.co.uk/world-of-toyota/environment/environmental-performance. [Accessed 29 April 2018].
[30] Toyota UK. 2018. Recycle My Car | World of Toyota | Toyota UK. [ONLINE] Available at: https://www.toyota.co.uk/world-of-toyota/environment/recycle-my-car.json. [Accessed 29 April 2018].
[31] Assets publishing service. 2011. Governments approach to energy and climate change [ONLINE] Available at: https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/47615/3752-carbon-plan-parts-13-dec-2011.pdf
Fig 5.0: Environmental Audits | Toyota Industries Corporation . 2018. Environmental Audits | Toyota Industries Corporation . [ONLINE] Available at: https://www.toyota-industries.com/csr/environment/management/inspection/. [Accessed 29 April 2018].
[32] Environmental Audits | Toyota Industries Corporation . 2018. Environmental Audits | Toyota Industries Corporation . [ONLINE] Available at: https://www.toyota-industries.com/csr/environment/management/inspection/. [Accessed 29 April 2018].
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Business Strategy"
Business strategy is a set of guidelines that sets out how a business should operate and how decisions should be made with regards to achieving its goals. A business strategy should help to guide management and employees in their decision making.
Related Articles

{kind=link}
{kind=link}
{kind=link}
{kind=link}
DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: