Experimental Investigation of MRR and SR in Electric Discharge Machine
Info: 8192 words (33 pages) Dissertation
Published: 24th Feb 2022
Abstract
Metal removal mechanism in Electrical Discharge Machining (EDM) is mainly a thermal phenomenon where thermal energy is produced in plasma channel, and is dissipated though work piece, tool and dielectric. The process is mostly used in situations where machining of very hard materials, intricate parts, complex shapes.
The objective function is to estimate Surface Roughness (Ra) and Material Removal Rate (MRR).
In EDM various techniques are applied to improve the material removal rate (MRR) and surface roughness (SR) with different electrode combination. However, the machining parameters are also effective while machining.
In this study, an experiment is performed to analyse the effect of machining parameters viz. discharges current (Ip), pulse on time (Ton), voltage (v) over the responses of MRR and SR.
Contents
Chapter 1. Introduction
1.1 Principle of Electric Discharge Machine(EDM)
1.2 Types of Electric Discharge Machine
1.1.1 Die-Sinking Electric Discharge machine:
1.1.2 Wire-cut Electric discharge machine:
1.3 Application of Electric Discharge Machine (EDM)
Chapter 2. LITERATURE REVIEW
2.1 Review of Particular Machining process related to workpiece material
2.2 Review of particular materials are work on different machining process
2.3 Review of Available Literature in Terms of Outcomes
Chapter 3. Problem Definition
Chapter 4. Methodology
Chapter 5. Observation from Literature Review
References
LIST OF FIGURES
Figure 1: Schematic Diagram of Electric Discharge Machine
Figure 2: Principle of Electric Discharge Machine
Figure 3: Die-Sinking Electric Discharge Machine
Figure 4: Wire-cut Electric Discharge Machine
LIST OF TABLES
Table 1: Details of Recently Published Investigations Related to Different Workpiece material
Table 2: Review of Particular Machining process related to workpiece material
Table 3: Review of particular materials are work on different machining process
Chapter 1. Introduction
Electrical Discharge Machining is a most basic non-traditional machining process, where material is removed by thermal energy of spark occurring by means of repeated sequences of electrical ejections between the small gap of an electrode and a work piece.
EDM is commonly used for machining of electrically conductive hard metals and alloys in automotive, aerospace and die making industries.
EDM process is removing undesirable material in the form of debris and produce shape of the tool surface as of a metal portion by means of a recurring electrical ejection stuck between tool i.e. cathode and the work piece i.e. anode material in the existence of dielectric liquid. In this machining process work piece is called the anode because it is connected with positive terminal and electrode is connected with negative terminal i.e. called cathode. Dielectric fluid may be kerosene, transformer oil, distilled water, etc.

Fig. (1) EDM machine (Workshop-Mechanical Dept.)
1.1 Principle of Electric Discharge Machine (EDM)
Electrical Discharge Machining (EDM) is a controlled metal-removal process that is used to remove metal by means of electric spark erosion. In this process an electric spark is used as the cutting tool to cut (erode) the workpiece to produce the finished part to the desired shape. The metal-removal process is performed by applying a pulsating (ON/OFF) electrical charge of high-frequency current through the electrode to the workpiece. This removes (erodes) very tiny pieces of metal from the workpiece at a controlled rate.
In this machining method the metallic particle is removed as of the work piece to controlled wearing away action by means of repeatedly occurring spark ejection with the help of discharge current applied by power supply taking place in small gap in the range of 10 –125 µm between the tool and work piece.
The mechanical as well as electrical control system and electrical path for Electric Discharge Machining. A small break is kept among the tool and work piece through a servo control arrangement in which the tool in attached. Both the electrode and work piece stay immersed in a dielectric liquid. Kerosene/EDM oil/deionized water is use for liquid dielectric as a catalyst for the machining process.
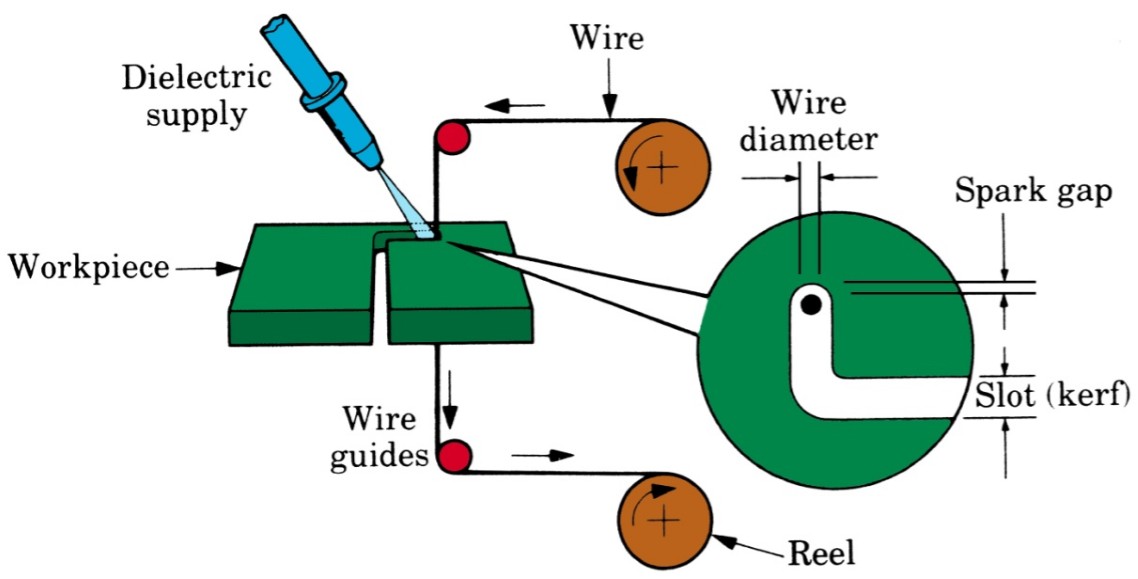
Fig. (2) principle of electric discharge machine process layout
1.2 Types of Electric Discharge Machine
Mainly, there are two dissimilar kinds of EDM:
1) Die-sinking EDM
2) Wire-cut EDM
1.1.1 Die-Sinking Electric Discharge machine:
The Sinker EDM is also called a volume EDM or cavity EDM. This has got a work piece and an electrode present in an insulating fluid. The work piece and the electrode are connected with specific supply of power. Due to the power electrical potential is created between the two components. When the electrode reaches the work piece then the dielectric discharged is released and forms a plasma channel with slight sparks.
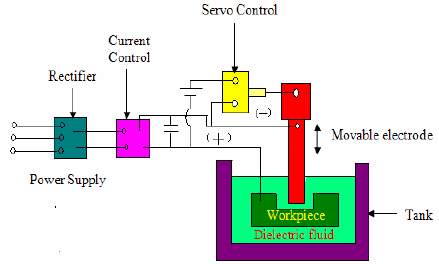
Fig. (3) Die-sinking electric discharge machine
1.1.2 Wire-cut Electric discharge machine:
The wire EDM process uses a thin metal wire fed from a spool through the workpiece to cut plates, make punches, tool and dies. In wire electrical discharge machining, the metal and wire cutter are submerged water, which acts as an electrical insulator.
The wire is held between upper and lower diamond guides, which are CNC-controlled and can be programmed to cut very delicate shapes.
A typical use for wire cutting electrical discharge machining is when low residual stresses are desired. This is because the process does not require a high cutting force for removal of materials.
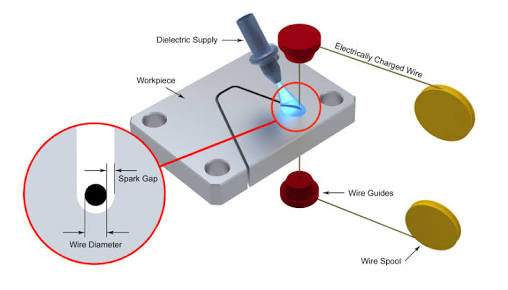
Fig. (4) Wire-Cut Electric Discharge Machine
1.3 Application of Electric Discharge Machine (EDM)
- Prototype production: The EDM process is most widely used by the mold-making, tool, and die industries, but is becoming a common method of making prototype and production parts, especially in the aerospace, automobile and electronics industries in which production quantities are relatively low. In sinker EDM, a graphite, copper tungsten, or pure copper electrode is machined into the desired (negative) shape and fed into the workpiece on the end of a vertical ram.
- Coinage die making: For the creation of dies for producing jewelry and badges, or blanking and piercing (through use of a pancakedie) by the coinage (stamping) process, the positive master may be made from sterling silver, since (with appropriate machine settings) the master is significantly eroded and is used only once. The resultant negative die is then hardened and used in a drop hammer to produce stamped flats from cutout sheet blanks of bronze, silver, or low proof gold alloy. For badges these flats may be further shaped to a curved surface by another die. This type of EDM is usually performed submerged in an oil-based dielectric. The finished object may be further refined by hard (glass) or soft (paint) enameling and/or electroplated with pure gold or nickel. Softer materials such as silver may be hand engraved as a refinement.
- Small hole Drilling: On wire-cut EDM machines, small hole drilling EDM is used to make a through hole in a workpiece in through which to thread the wire for the wire-cut EDM operation. A separate EDM head specifically for small hole drilling is mounted on a wire-cut machine and allows large hardened plates to have finished parts eroded from them as needed and without pre-drilling.
- Small hole EDM is used to drill rows of holes into the leading and trailing edges of turbine blades used in jet engines. Gas flow through these small holes allows the engines to use higher temperatures than otherwise possible. The high-temperature, very hard, single crystal alloys employed in these blades makes conventional machining of these holes with high aspect ratio extremely difficult, if not impossible.
- Small hole EDM is also used to create microscopic orifices for fuel system components, spinnerets for synthetic fibers such as rayon, and other applications.
- Metal Disintegration Machining: Several manufacturers produce MDM machines for the specific purpose of removing broken tools (drill bits, taps, bolts and studs) from work pieces. In this application, the process is termed “metal disintegration machining” or MDM. The metal disintegration process removes only the center of the tap, bolt or stud leaving the hole intact and allowing a part to be reclaimed.
- Closed loop manufacturing: Closed loop manufacturing can improve the accuracy and reduce the tool costs
Chapter 2. LITERATURE REVIEW
The erosive effect of electrical discharges was first noted in 1770 by English physicist Joseph Priestley. Electrical Discharge Machining is a one of the electrical energy based Unconventional Machining Technique. The electrical energy is directly used to remove or cut the metals. It’s also called as Spark Erosion Machining or Electro Erosion Machining. The metal is removed by electrical spark discharge between tool (Cathode) and workpiece (Anode). Electrical Discharge Machining is used in mould and die making industries, Automobile industries and making of Aerospace components.
Electrical Discharge Machining has become an important and cost-effective method of machining extremely tough and brittle electrically conductive materials. It is widely used in the process of making mould and dies and sections of complex geometry and intricate shapes. The workpiece material selected in this experiment is taking into account its wide usage in industrial applications.
In the present section, the review of recently published investigations and reported in open literature has been carried out on the material selection is different according to its properties. The details of the recently published investigations related to different material work on the different machining process have been arranged in Table 1. The review has been carried out considering three criteria viz. (1) Review of particular machining process on the materials, (2) Review of particular materials are work on different machining process and (3) Review of available literature in terms of outcomes.
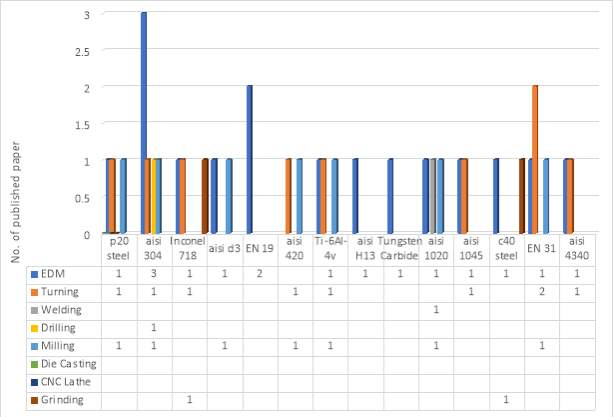
Table 1. Number of Published paper and machining process of materials

2.1 Review of Particular Machining process related to workpiece material
It is observed from the Table 1 that, out of total thirty-seven investigations available about application of particular Machining Process as various workpiece materials. Seventeen papers are related to the Electric Discharge machine, nine papers are related to the Turning machining process, one paper related to the Welding machining process, one paper related to the Drilling machining process, seven papers related to the Milling machining process, one paper related to the Die Casting process and One paper related to the CNC lathe machining process. Number of published papers using those nanofluids are shown in Table 2.
Table (2) Review of Particular Machining process related to workpiece material
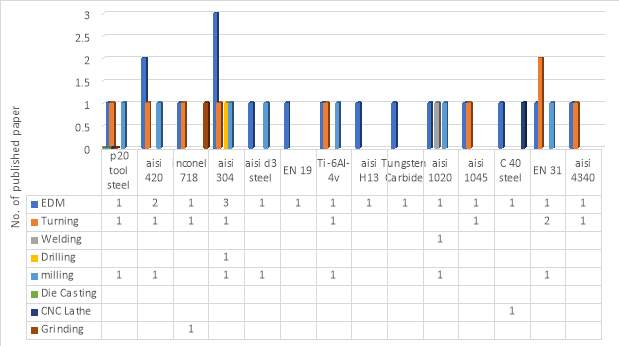
2.2 Review of particular materials are work on different machining process
It is observed from the Table 1 that, out of total thirty-seven investigations available about application of particular Workpiece material for various machining process. Three papers related to the p20 tool steel, six papers related to the aisi 304 steel, three papers related to the Inconel 718, two papers related to the aisi d3 tool steel, two papers related to the EN 19, two papers related to the aisi 420, three papers related to the Ti-6Al-4v, one papers related to the aisi H13 tool steel, one paper related to the Tungsten Carbide, three papers related to the aisi 1020 steel, two papers related to the aisi 1045 steel, two papers related to the c40 steel, four papers related to the EN 31 and two papers related to the aisi 4340.Numbers of published papers using those heat pipes are represented in Table 3.
Table (3) Review of particular materials are work on different machining process
2.3 Review of Available Literature in Terms of Outcomes
In the present section, recent investigations in the field machining Process on materials have been critically reviewed in terms of input variables, focus on the parameters, methodology adopted and results obtained chronologically.
(1). Bhaskar Reddy, C. Eswara Reddy, D. Ramana Reddy – The Effectiveness of Wire EDM process applied to machine P20 Die-tool steel work material with Molybdenum wire electrode as cutting tool is analyzed. The predominant process parameters like Pulse-on duration, Pulse-off duration, Current, Bed Speed are given as input parameters. The surface quality and volumetric material removal rate are taken as the response parameters. It is established that the important influencing parameter is the current, followed by the pulse-on and pulse off duration and the bed speed in the order. Therefore, it is preferable to go in for smaller current and pulse-off duration for achieving overall good surface quality. Higher current and higher Pulse-on are recommended for higher VMRR. The model with L16 is recommended for setting the threshold limits for input parameters for surface finish and better VMRR. Numerical model is developed for predicting material removal rate and surface finish using multiple regression analysis and the both experimental and modeling results are validated and showing there is no significant change in the results at 95% confidence level.
(2). M. Yaswanth Kumar, Dr. G. Shankaraiah- At present, EN31B is mostly used for dies. Nowadays P20 Tool Steel is being considered for dies. In this thesis, the effect of cutting parameters on materials P 20 Tool Steel and EN31B while machining is optimized. Different values of cutting parameters are also considered. The parameters considered are cutting speed, feed rate and depth of cut. The cutting speeds are 3000rpm, 2500rpm and 2000rpm. The feed rates are 200mm/min, 300mm/min and 400mm/min and depth of cut is 0.2mm. Thrust Force and Torque are calculated for all the parameters. Structural and Dynamic analyses are done by applying thrust force and torque. From the analysis results, the displacement and stress values are less for all speeds and for both the materials. The stress values are very less compared with their yield stress values. By comparing the results for P 20 Tool Steel and EN31B, the stress values are less for P20 Tool Steel. So, we can conclude that using P20 tool steel for die casting process is suitable. Feed force and radial forces are taken experimentally using dynamometer by considering parameters cutting speed, feed rate and depth of cut. The optimal values for speed, feed rate and depth of cut are taken using Taguchi technique.
(3). Arshad Qureshi, Madhukar Sorte, S.N. Teli – The Taguchi method is used in this study to optimize the high-speed CNC turning conditions of AISI P-20 steel. The cutting parameters optimization is carried out through experiments with minimum number of trials as against full factorial design.
(4). Sumit Kumar, S.K Garg and Gagandeep Chawla- It is observed that diffused wire gives more material removal rate (MRR) as compared to the brass wire. After analyzing S/N graphs and mean plots for optimal conditions for Material Removal Rate, it is observed that the MRR increases with the increase in pulse on time, and decreases with increase in pulse off time and servo voltage. This is because the discharge energy increases with the pulse on time and peak current leading to a faster cutting rate. As the pulse off time decreases, the number of discharges within a given period becomes more which leads to a higher cutting rate. With increase in servo voltage the average discharge gap gets widened resulting into a lower cutting rate.
(5). Narendra Kumar Patel, Prof. K. P. Maity- Experimentations be there accompanied according to Taguchi design method by using the machining set up and the solid tungsten carbide rod electrodes with side flushing. The control parameters are discharge current (Ip), pulse duration (Ton) and voltage (V). Experimentations were varied to complete 9 altered trials and the weights of the work piece for calculation of MRR and with the help of profilometer surface roughness (Ra) have been measured.
(6). R A Mahadevinejad and S Sadeey- The results indicate that the process parameters of cutting speed and feed rate have significant effects on the quality of turning of AISI 304 stainless steel. Tool flank wear is closely related to the cutting speed, so that it decreases significantly by increasing the cutting speed up to 175 m/min. The main reason for flank wear is the lack of efficient heat removal due to the low conductivity of AISI 304 alloy, the shape and size of the chips formed. Surface roughness is mostly affected by the feed rate, so that the surface finish can be improved by decreasing the feed rate as well as increasing the cutting speed. Since, at higher speeds and lower feed rates built up edge decreases, so do the cutting forces and machine vibrations.
(7). V S Thangarasu and R Sivasubramanian- Hence the parameters considered are vital and decisive towards responses. Hence it is to be noted that the depth of cut is the most critical factor for attaining the desired MRR while reducing the value of Ra. While comparing the results of the Figures 3-8 the material removal rate in the range of 200-600 could be achieved with a surface roughness value of less than 0.6-0.2 microns.
(8). M.Balajia, B.S.N. Murthy, N. Mohan Rao- In this work, eight experiments (trials) were conducted with two levels of cutting parameters on AISI 304 steel. A noncontact monitoring system was used with laser Doppler vibrometer to observe vibration of drill bit during machining. Tool life was evaluated by analyzing surface roughness and acceleration drill bit vibration velocity with the help of Taguchi and ANOVA analysis.
(9). S Ahmad and M A Lajis- Material removal rate is the most important performance measure in this study. In order to improve productivity in EDM machining of Inconel 718, the higher peak current and pulse duration up to 40A and 400µs respectively are used. The conclusion can be made the peak current is the most influence parameter for achieving high MRR while for pulse duration it shows insignifant for improving MRR when EDM of Inconel using Copper electrode. For electrode wear rate, the longer pulse duration used may improve the EWR but affect adversely when higher peak current used. For surface roughness, lowest peak current and the lowest pulse duration is suggested in order to achieve good surface finish.
(10). P. Viswabharathy- The main objective of this work is to study the influence of process parameter variables effect on the machinability of the Inconel 718 material. By conducting the experiments, readings were noted for machining time, material removal rate and surface roughness. When considering the machining time, the factors pulse on time and Speed are having significant effect than the pulse off time. When considering the machining time, the factors speed and pulse on time are having significant effect than the pulse off time. When considering the machining time, the factors speed and pulse off time are having significant effect than the pulse on time.
(11). D. Fernandez, V. Garcia Navas- In the machining test with cold air, the results show an improvement over the dry machining, but underperformed compared with traditional methods based on oil. These data are corroborated in the literature by Su et al. [Su 2007] where tool wear tendency and also a poor surface finish quality is confirmed compared to using MQL which introduces oil in refrigeration. With this work it is demonstrated the added value of ecological coolants to replace contaminant cooling methods used today. Cryogenic machining results in less tool wear than emulsion based, cold air and dry machining, having a tool life increase of 34,6%, 55,9% and 75,4% respectively. Therefore, this is a more efficient and not harmful to the environment process. The cold air assisted machining, although being an economic solution, is not able to match the performance of conventional methods and therefore is not a valid alternative. Thus, the main conclusion of this work is that cryogenic fluids are a potentially valid way to improve the cutting process of advanced materials in an ecologically responsible way.
(12). M Anthony Xavior, Mahesh Patil, AbheekMaiti, Mrinal Raj and Nitesh Lohia- From the experimental results, it is being inferred that surface roughness on the work specimen machined using carbide tools increases at higher speeds on the other hand carbide tools show relatively high microhardness with increase in the cutting velocity. Tool wear is also found to be maximum for carbide tool at highest cutting speed of 120m/min therefore it can be concluded that carbide tools cannot be used at higher speed is speeds above 60m/min. The best machining results with the help of carbide tool is observed at the speed of 60m/min. On the other hand, ceramic and CBN tools show more favorable results whenever they are used at high speed. When comparing between ceramic and CBN tools CBN tools provide better results in terms of tool wear, surface roughness and s hardness. Therefore it can be concluded that best machining parameters of Inconel 718 is observed while machining with a cutting speed (Vc = 120m/min), depth of cut (DoC =0.6mm) and feed rate (fd = 0.15m/rev) using CBN tool.
(13). R. Bhanu Pavan, G. Bhanu Kiran, R.R. Srikant, A. Venu Gopal- This paper presents newly designed grinding wheels where graphene nanoplatelets are impregnated into resin bonded grinding wheels for effective application of solid lubricant in the grinding zone. Investigations on grinding of Inconel 718 using newly developed grinding wheel are presented. Grinding performance parameters such as surface roughness, grinding forces, grinding coefficient, temperature and specific energy have been selected for performance evaluation of newly developed wheels. Graphene impregnated grinding wheels were observed to reduce surface roughness by 16-54%, temperature by 3-14% and specific grinding energy by 16-32%. Graphene nanoplatelet content of 2 wt.% is recommended because this produces better surface finish and lower grinding forces and grinding temperatures.
(14). Chen Zhenzhen, Xu Jiuhua, Ding Wenfeng, Ma Changyu- Alumina bubbles with a diameter of 0.5 mm are chosen considering the grit size of 80/100. The pore distribution pattern in blocks is modified, and the bending strength of blocks with orderly pores is slightly higher than that with disorderly pores. A porous composite-bonded CBN wheel is fabricated with a bending strength around 60 MPa and porosity above 30%. The specific grinding forces, specific grinding energy, and grinding temperatures of the porous composite bonded CBN wheel are lower than those of the vitrified one in this investigation. (14). Hardik I Joshi – By performing and analyzing the experiment we can conclude that the input parameter such as Ton, T off, machine feed, voltage is effect on material WPS D3 Steel differently with output parameters (MRR, kerf width, SR and WRR).
(15). H. R. Siller – C. Vila – C.A. Rodríguez – J.V. Abellán- The results of the experiments can be discussed analyzing from different perspectives the effects of this kind of tools on the work piece surface roughness and geometry. Therefore, four mainstays are going to be considered characteristics of surface roughness signature, cutting edge geometry, tool wear morphology and, additionally, surface topography.
(16). Ashok Kumar, kuldeep Singh Bedi, Karaj Singh Dhillo, Rashpal Singh- According to our objective, yes, it is feasible of machining EN-19 tool steel using U-shaped tubular copper electrode and internal flushing by electric discharge machine. After then draw all the graphs which shows the influence of current on MRR, TWR and OC. As we know that maximum MRR is necessary for the work piece. When the current increases the MRR is also increases but when the pulse on is increasing the MRR is decreasing monotonically. so, if we want to increase the MRR we have to reduce the Pulse on. When the pulse on is minimum (50 µs) the MRR is 4.634 mm3/min. MRR is nor depend on the dia of electrode.
(17). C. Bhaskar Reddy- Based on the results, it is recommended that the EN 19 material is suitable for better MRR. Then the SS 420 material is recommended to obtain better surface. The Regression models are useful to predict the MRR and Ra with an accuracy of 95%. (18). André Stefenon- The paper got successful conclusions about the temperature variation during the turning process of AISI 420C hardened stainless steel. Analyzing all parameters combination used, the F combination (depth of cut ap = 0.5 mm, cutting speed Vc= 100m/min and feed-rate f = 0.2 mm/rev.) presented the best results along the experiments. This combination produced the lower temperature variation and the higher material removal rate with shorter cutting time. The variance test shows that the feed-rate (f) has higher impact in the temperature variation than the cutting speed (Vc). The increase of temperature when the feed-rate (f) is increased probably because as higher is the f as greater is the material removal rate (Q) and as upper is the generation of thermal energy ted. For the increase of the cutting speed (vc)in some cases (When f = 0.1 mm/rev with increase of 80 to 100 m/min and for f = 0.2 mm/rev and both variations of 60 to 80 m/min and from 80 to 100 m/min) the measured temperature decreases probably because total heat dissipated by the chip increases if the cutting speed also growths decreasing the heat on the tool. Also, this increase can decrease the friction coefficient between chip and tool.
(18). Gowtham Reddy, E. Dharnidhar Reddy, C.H. Pavan Kumar, S. Ashwin, D. Chandu Prasad- The simulation of milling operation on AISI 420 steel is carried out successfully for Johnson cook parameters which are effectively incorporated in flow stress equation for flow stress data. The error between experimental work and simulation by FEA is in the range of ±40%. The results of the work can be used for optimizing the parameters of milling operation of AISI 420 stainless steel.
(19). N. Natarajan, D. Karthick and D. Shanmugasundaram- On the basis of experimental results, calculated S/N ratio, analysis of variance and following conclusions for machining of titanium alloy. Pulse on-time is the most significant parameter for surface roughness in titanium (Grade 5) material. For better surface finish the parametric combinations are pulse on time of 101µs, pulse off time of 55µs and wire feed rate of 4mm/min for machining in titanium (Grade 5) material. Cutting parameters for machining Titanium grade 5 material it gives better surface finish and Metal Removal Rate. It Reduce machining cost, setting time, material wastage etc. From the grey relational method pulse on time (42.15%) influence the more on the titanium (Grade 5) material by pulse off time (20.34%) and Wire Feed Rate (14.53%). The grey relational method is used to find the optimal process parameter combination for better Surface Finish and Metal Removal Rate simultaneously.
(20). Anil K. Srivastava, Xueping Zhangb, Tim Bellc and Steve Cadigana- Tool-chip-work friction coefficients are obtained analytically using orthogonal (2-D) cutting experimental forces and chip characteristics. A FE model for high speed dry machining of Ti-6Al-4V alloy is established using ABAQUS. Super-finishing the cutting edge of the inserts using MMP substantially enhances the tool life during the high-speed machining of Ti-6Al-4V titanium alloy.
(21). Piotr Niesłony, Wit Grzesik, Witold Habrat- A good thermal comparison was obtained for FEM simulation using the PL model. In these cases, higher predicted cutting forces result in more heat generated and, as a result, in a higher cutting temperature. It is finally concluded, based on experiences resulting from this study, that the practical implementation of the most accurate constitutive model is extremely difficult and needs a number of advanced experiments for their validation.
(22). R. Rajesh, M. Dev Anand, K.N. Benny- In current research, the input parameters are Discharge Current, Discharge Voltage, Pulse ON time, Pulse Off Time, gap width, Oil Pressure and Metal Removal Rate, Surface Roughness are the parameters of machining which are known to be output. Various ranges of input conditions are consequential of RSM using Box Bekhen method. The experiments are performed on EDM machine, using the experimental results, two models viz., the RSM and ANN are created and calculated. GRA implemented to for finding the range of parameter influences in MRR and SR. The final conclusions depend on these two prediction models, an advanced technique output with a type of empirical model providing best outcome on comparison with RSM model in terms of acceptable error.
(23). Syed Mohd Nordin- For a long time, manufacturing engineers and researchers have been realizing that in order to optimize the economic performance of metal cutting operations, efficient quantitative and predictive models that establish the relationship between a big group of input independent parameters and output variables are required for the wide spectrum of manufacturing processes, cutting tools and engineering materials currently used in the industry. Furthermore, it has been observed that the improvement in the output variables, such as tool life, cutting forces, surface roughness, etc., through the optimization of input parameters, such as feed rate, cutting speed and depth of cut, may result in a significant economic performance of machining operations. In the case of the milling process, the rotating speed, the cutting depth and sending speed are very important. These important elements are affected by the materials, the shapes and the roughness of the surface and etc. Generally, in order to get the high roughness, the cutting depth must be set to small, and the sending speed must be set to low.
(24). G.R.C. Pradeep, Dr. A. Ramesh, Dr. B. Durga Prasad- TIG welding samples were showing better wear properties than Gas welding samples till the Sliding velocity of 1.256 m/s with various sliding distances and loads. Gas Welding samples yielded better results at higher sliding velocities above 1.571 m/s with various sliding distances and various loads compared to TIG Welded Samples.
(25). Fred Lacerda Amorim- In EDM some major tasks concern achieving high material removal rate, small electrode wear and low surface roughness. Thus, in this work, a sequence of experiments was performed to provide useful guidelines to optimize the die-sinking EDM of tungsten carbide-cobalt (WC-Co) using copper-tungsten (CuW) electrode under rough and finish regimes. Important EDM parameters were investigated with reference to the workpiece material removal rate Vw, the volumetric relative wear ϑ and the average surface roughness Ra.
(26). Prof. Mahammadumar, Nimish Kothari, Pritish Patil, Sujit Patil, Rahul Pawde- In this work, an attempt was made to determine the important machining parameters for performance measure like surface roughness of wire EDM process. From this experimental work it is concluded that the input process parameters like Pulse-ON time and current are the most influencing parameters on surface roughness of AISI-1045 (carbon steel). From the graph it is also concluded that surface roughness increases with increase in Pulse ON time and current.
(27). N. Senthil Kumar, T. Tamizharasan- In this analysis, the effects of geometrical parameters of cutting insert on output quality characteristics are analyzed and optimized using Taguchi’s technique. Based on the optimum conditions determined, a confirmation experiment is conducted and the optimum cutting tool geometry and finite element simulation analysis are performed.
(28). P. K. Patowari, P. Saha, P. K. Mishra- Surface modification is essential to enhance the surface properties of engineering components. This may be accomplished either in the form of altering the surface chemistry or by providing a protective layer over the work surface. In this paper, the surface modification phenomenon by depositing a protective layer over the work surface by electrical discharge machining (EDM) is presented. The potential of EDM, which is otherwise a useful non-conventional machining process has been explored for surface alteration by depositing material over work surface using tungsten–copper (W–Cu) sintered powder metallurgy tools. The photographic presentation of the EDM surface at different parameter settings is given. The variations of mass transfer rate (MTR), deposited layer thickness (LT), and average surface roughness (Ra) with various parameter combinations are presented in graphical form and their effects are discussed.
(29). Mondal S.C., Mandal P.- Back propagation neural network based surface roughness prediction methodology has been adopted using various important parameters like depth of cut, regulating wheel speed and coolant flow valve opening influencing the surface roughness. It has been observed that neural network could well learn the pattern and could be used for future prediction of surface roughness. The predicted surface roughness from the present neural network model is very close to the values measured experimentally, thus showing the efficacy of back propagation neural network for predicting surface roughness in centerless grinding. Future work can be done using response surface modeling and compared the results to infer the best alternatives for modeling surface roughness in centerless grinding operation.
(30). Vaibhav Darji, Prof. Yashesh Darji- Process parameters do not have same effect for every response. Significant parameters and its percentage contribution changes as per the behavior of the parameter with objective response Finding the result of MRR the most significant factor was found to be peak current followed by pulse on time and the least significant was pulse of time.
(31). G. Guruvaih Naidu, A. Venkata Vishnu, G. Janardhana Raju- The objective of the present work is to find out the set of optimum values in order to reduce surface roughness, using Taguchi’s robust design methodology considering the control factors for the EN-31 alloy steel work piece material.
(32). Praveen Kumar. P, Abhijit. P, Akhil Anilkumar, Ajay Parthan- Determination of optimal cutting parameters is one of the most important elements in any process planning of metal parts. This work presents an optimization of turning process parameters for EN-31 steel using taguchi method. The objective was to find out cutting parameters of turning process (spindle speed, feed rate, and depth of cut) which minimizes simultaneously surface roughness and MRR subject to practical constraints. Before that experimentation is done and ANOVA has also been performed. Mathematical model is developed using Regression analysis. Hence, it can be concluded from the optimization results that it is possible to select a proper combination of spindle speed, feed, and depth of cut to achieve better surface finish and MRR.
(33). Deepika Mishra, Syed Asghar Husain Rizvi, Mohd. Ziaulhaq- The investigations conducted on AISI 4340 with tungsten-copper as electrode to find the relation between EDM parameters with surface integrity has following conclusions is Small craters are obtained at lower levels of EDM parameters which are due to low intensity of spark and hence results in better surface finish. As the levels of parameters are increased, the crater size increases due to increased intensity of spark. Cracks are observed on the machined surface due to internal stresses caused by heating and sudden cooling of surface.
(34). Patil Deepak Kumar H.- It is observed from the ANOVA that, the cutting speed and cutting environment both have statistically significant effect on the cutting forces. In the MQL environment, the cutting forces were found lesser as compared to dry and wet environment. The cutting environment is only statistically significant at more than 95% confidence interval effect on the surface roughness value. It was found that, the Ra value for dry and wet turning is 1.2 µm and 1.1 µm respectively. In the case of turning in MQL condition, the Ra value is 0.9 µm. This technique can form a viable alternative to conventional wet turning.
Chapter 3. Problem Definition
- Material removal rate is an important performance measure and several researchers explored several ways to improve it. Although in a major bulk of research papers, researchers tried to optimize process parameters to get optimum combination of performance measures for different work-tool interfaces but several researchers tried innovative ways of MRR improvement as well. While going through the available literature on the process, a need is felt to summarize all the results and conclusions made by different researchers.
- To obtain good surface roughness, the traditional circuit using low power for ignition is modified for machining as well. With the assistance of Taguchi quality design, ANOVA and F-test, machining voltage, current-limiting resistance, type of pulse generating circuit and capacitance are identified as the significant parameters affecting the surface roughness in finishing process. In addition, it is found that a low conductivity of dielectric should be incorporated for the discharge spark to take place.
Chapter 4. Methodology
Methodology is sequence to find out our conclusion. Following below steps are method to go for Conclusion.
1. Literature Survey
2. Problem Definition and Objective Formation
3. Tool/Workpiece Material Selection based on existing Literature
4. Use of Taguchi Method approach for DOE (Design of Experiment)
5. Experimentation by Selecting appropriate process parameters
6. Analyse result in term of material removal rate and surface roughness
Chapter 5. Observation from Literature Review
The objective of the review article has been aimed to report the work of various researchers for improving material removal rate during EDM and to bridge the gap between the untouched areas. After an elaborate scrutiny of the published work, the following remarks emerge from the existing published work.
Objectives:
Various theoretical models describing material removal mechanism have been proposed by the researchers from time to time. Major limitation of these models is that the models are based on several assumptions. Therefore, these models cannot bWe universalized/ applicable to all conditions. Case to case empirical models is better suitable for quantifying material removal rate. So there is a scope to develop more of such models in future research works and also to find solutions to the assumptions made by researchers.
Most of research work in EDM relates to use of 3D form tool. Alternate types of tools like frame type and plate type are yet to be tried for more work-tool interfaces.
“We have referred literature Review and according to that machining process done on the AISI H13 tool steel is not preferred material removal rate outcome. So, we are done on the Electric discharge machine process for material removal rate. Because Electric discharge machine give good material removal rate outcome.”
Material Selected for workpiece – AISI H13 tool Steel
Material Selected for Tool- Cu, Brass, Graphite, etc. commonly used.
Properties of AISI H13 Tool Steel:
- H13 combines good red hardness and abrasion resistance with the ability to resist heat checking. It is an AISI H13 hot work tool steel, the most widely used steel for aluminum and zinc die casting dies. It is also popular for extrusion press tooling because of its ability to withstand drastic cooling from high operating temperatures.
- H13 is produced from vacuum degassed tool steel ingots. This manufacturing practice plus carefully controlled hot working provides optimum uniformity, consistent response to heat treatment, and long service life.
- H13 Is an outstanding die steel for die casting aluminum and manganese. It is used for zinc in long production runs, and also employed successfully for slides and cores in tool assemblies.
- H13 in the hardness ranges from 45/52 RC is an excellent steel for plastic molds. It takes a high polish, making it suitable for lens and dinner ware molds.
Application of AISI H13 Tool Steel:
- H13 tool steels are suitable for forming extrusion dies.
- Inserts
- Cores, and cavities for die casting dies
- Die casting shot sleeves
- Hot forging dies, extrusion dies, and plastic mold cavities and components that require high toughness and excellent perishability.
References
- Narendra Kumar Patel, Prof. K. P. Malty, Parametric Optimization of Process Parameters for EDM of Stainless Steel 304
- Sumit Kumar, S.K Garg and Gagandeep Chawla, Experimental Investigation of Effect of Process Parameters on Material Removal Rate during WEDM
- Ayush Poddar, Dr. C.K. Biswas, EXPERIMENTAL INVESTIGATION OF MRR, SURFACE ROUGHNESS AND OVERCUT OF AISI 304 STAINLESS STEEL IN EDM
- R A Mahdavinejad and S Saeedy, Investigation of the influential parameters of machining of AISI 304 stainless steel
- V S Thangarasu and R Sivasubramanian, HIGH SPEED CNC MACHINING OF AISI 304 STAINLESS STEEL; OPTIMIZATION OF PROCESS PARAMETERS
- M. Balajia, B.S.N. Murthy, N. Mohan Rao, Optimization of Cutting Parameters in Drilling of AISI 304 Stainless Steel Using Taguchi and ANOVA
- C. Bhaskar Reddy, C. Eswara Reddy, D. Ramana Reddy, Experimental Investigation of Surface Finish and Material Removal Rate of P20 Die-Tool Steel in Wire-EDM using Multiple Regression Analysis
- Arshad Qureshi, Madhukar Sorte, S.N. Teli, Optimization of Cutting parameters for Surface roughness in CNC turning of P20 steel
- M. Yaswanth Kumar, Dr. G. Shankaraiah, Cutting Parameters Optimization in Milling of P – 20 Tool Steel
- S Ahmada and M a Lajis, Electrical discharge machining (EDM) of Inconel 718 by using copper electrode at higher peak current and pulse duration
- R. Bhanu Pavan, G. Bhanu Kiran, R.R. Srikant, A.Venu Gopal, INVESTIGATIONS ON GRINDING OF INCONEL 718 USING NEWLY DEVELOPED GRAPHENE NANOPLATELETS IMPREGNATED GRINDING WHEELS
- D. Fernandez, I. Bengoetxea, COMPARISON OF MACHINING INCONEL 718 WITH CONVENTIONAL AND SUSTAINABLE COOLANT
- Hardik I Joshi, Experimental Investigation of AISI d3 Steel with Four Input Parameters Using Wire EDM By ANOVA Techniques.
- H. R. Siller – C. Vila – C.A. Rodríguez – J.V. Abellán, Study of face milling of hardened AISI D3 steel with a special design of carbide tools
- Ashok Kumar, kuldeep Singh Bedi, Karaj Singh Dhillo, Rashpal Singh, Experimental Investigation of Machine Parameters for EDM Using U shaped electrode of EN-19 tool steel
- C. Bhaskar ruddy, V. Diwakar ruddy C. Eswara reddy, EXPERIMENTAL INVESTIGATIONS ON MRR AND SURFACE ROUGHNESS OF EN 19 IN WIREEDM USING TAGUCHI METHOD
- G.Gowtham Reddy, E.Dharanidhar Reddy, C.H.Pavan Kumar, S.Ashwin, D.Chandu Prasad, 3D FINITE ELEMENT ANALYSIS OF MILLING OPERATION ON AISI 420 SS USING DEFORM 3D
- André Stefenon, A QUALITATIVE ANALYSIS OF CUTTING PARAMETERS INFLUENCE IN TEMPERATURE OF STAINLESS STEEL AISI 420C TURNING
- N. Natarajan, D. Karthick, K. Gunasekaran and D. Shanmugasundaram, Experimental Investigation and Optimization of Wire EDM Parameters for Surface Roughness and MRR in Machining of Ti–6Al–4V Alloy
- Anil K. Srivastava, Xueping Zhangb, Tim Bellc and Steve Cadigana, Investigations on turning Ti-6Al-4V titanium alloy using super-finished tool edge geometry generated by micro-machining process (MMP)
- Piotr Niesłony, Wit Grzesik, Witold Habrat, EXPERIMENTAL AND SIMULATION INVESTIGATIONS OF FACE MILLING PROCESS OF Ti-6Al-4V TITANIUM ALLOY
- R. Rajesh, M. Dev Anand, K.N. Benny, PREDICTION OF EDM PROCESS PARAMETERS FOR AISI 1020 STEEL USING RSM, GRA AND ANN
- Sharief Noor Shahirah, CUTTING FORCE OF END CUTTING TOOL MILLING MACHINING
- G.R.C. Pradeep, Dr. A. Ramesh, Dr. B. Durga prasad, Comparative Study of Hardfacing of AISI 1020 Steel by Gas Welding and Tig Welding Processes
- Bose, G.K., Mahapatra, K.K, Parametric study of die sinking EDM process on AISI H13 tool steel using statistical techniques
- Fred Lacerda Amorim, Aspects on the Optimization of DieSinking EDM of Tungsten CarbideCobalt
- Prof. Mahammadumar, Nimish Kothari, Pritish Patil, Sujit Patil, Rahul Pawde, EFFECT OF WIRE EDM PROCESS PARAMETERS ON SURFACE ROUGHNESS OF AISI-1045 (CARBON STEEL)
- N. Senthilkumar · T. Tamizharasan, Effect of Tool Geometry in Turning AISI 1045 Steel: Experimental Investigation and FEM Analysis
- P. K. Patowari & P. Saha & P. K. Mishra, An experimental investigation of surface modification of C-40 steel using W–Cu powder metallurgy sintered compact tools in EDM
- S.C. Mondal, P. Mandal, APPLICATION OF ARTIFICIAL NEURAL NETWORK FOR MODELING SURFACE ROUGHNESS IN CENTERLESS GRINDING OPERATION
- Vaibhav Darji, Prof Yashesh.A. Darji, Investigation on the Effect of Process Parameters for EN31 material By EDM using full factorial method
- G. Guruvaih Naidu, A. Venkata Vishnu, G. Janardhana Raju, OPTIMIZATION OF PROCESS PARAMETERS FOR SURFACE ROUGHNESS IN MILLING OF EN-31 STEEL MATERIAL USING TAGUCHI ROBUST DESIGN METHODOLOGY
- P. Praveen kumar, P. Abhijit, Anilkumar & Ajay Parthan, OPTIMIZATION OF TURNING PROCESS PARAMETERS FOR EN-31 STEELUSING TAGUCHI METHOD
- Sonu Ram, Raj Kumar Yadav, OPTIMIZATION OF MACHINING PARAMETERS IN TURNING OF EN-31 ALLOY STEEL USING RESPONSE SURFACE METHODOLOGY
- Deepika Mishra, Syed Asghar Husain Rizvi, Mohd. Ziaulhaq, Experimental Investigation of EDM of AISI 4340 for Surface Integrity
- Patil Deepak Kumar H., Dr. M. Sadaiah, INVESTIGATIONS ON FINISH TURNING OF AISI 4340 STEEL IN DIFFERENT CUTTING ENVIRONMENTS BY CBN INSERT
- J Jeevamalar and S Ramabalan- DIE SINKING EDM PROCESS PARAMETERS: A REVIEW
Cite This Work
To export a reference to this article please select a referencing stye below:
Related Services
View all


Related Content
All TagsContent relating to: "Biomedical Science"
Biomedical Science focuses on how cells, organs and systems function in the human body and underpins much of modern medicine. Biomedical Science applies parts of natural and/or formal sciences to help develop advances in healthcare.
Related Articles

DMCA / Removal Request
If you are the original writer of this dissertation and no longer wish to have your work published on the UKDiss.com website then please: